Lean System and Innovation – CA Final SCMPE Study Material is designed strictly as per the latest syllabus and exam pattern.
Lean System and Innovation – CA Final SCMPE Study Material
Question 1.
A manufacturer is considering implementing Just in time inventory system for some of its raw material purchases. As per the current inventory policy, raw materials required for 1 month’s production and finished goods equivalent to the level of 1 week’s production are kept in stock. This is done to ensure that the company can cater to sudden spurt in consumers’ demand. However, the carrying cost of inventory has been increasing recently. Hence, the consideration to move to a more robust just in time purchasing system that can reduce the inventory carrying cost. Details relevant to raw material inventory are given below:
- Average inventory of raw material held by the company throughout the year is ₹ 1 crore. Procurement of raw material for the year is ₹ 12 crore. By moving to just in time procurement system, the company aims at eliminating holding this stock completely in its warehouse Instead, suppliers of these materials are ready to provide the goods as per its production requirements on an immediate basis. Suppliers will now be responsible for quality check of raw material such that the raw material can be used in the assembly line as soon as it is delivered at the company’s factory shop floor.
- Increased quality check service done by the suppliers as well as to compensate them for the risk of holding the inventory to provide just in time service, the company is willing to pay a higher price to procure raw material. Therefore, procurement cost will increase by 30%, total procurement cost will be ₹ 15.6 crore per year. Consequently, quality check and material handling cost for the company would reduce by ₹ 1 crore per year. Similarly, insurance cost on raw material inventory of ₹ 20 lakh per year need not be incurred any longer.
- Raw material is stored in a warehouse that costs the company rent of ₹ 3 crore per annum. On changing to Just in time procurement, this warehouse space would no longer be required.
- Production is 150,000 per year. The company plans to maintain its finished goods inventory equivalent to 1 week’s production. Despite this, in order to have a complete cost benelit analysis, the management is also factoring the possibility of production stoppages due to unavailability of raw material from the suppliers. This could happen due to of delay in delivery or non-conformance of goods to the standard required. Labour works in one 8-hour shift per day and will remain idle if there is no material to work on. Due to stoppage of production for the above reason, it is possible to have stockout of 3,000 units in a year. Stockout represents lost sales opportunity due unavailability of finished goods, the customer walks away without purchasing any product from the company. Therefore, in order to reduce this opportunity cost and to make up for the lost production hours, labour can work overtime that would cost the company ₹ 10 lakh per annum. This is the maximum capacity in terms of hours that the labour can work. With this overtime, stockout can reduce to 2,000 units.
- Currently, sale price of phone is ₹ 5,000 per unit, variable production cost is ₹ 2,000 per unit while variable selling, general and administration (SG&A) cost is ₹ 750 per unit. Raw material procurement cost is currently ₹ 800 per unit, that will increase by 30% to ₹ 1,040 per unit under Just in time inventory system.
- On an average, the long-term return on investment for the company is 15% per annum.
Required
(a) CALCULATE the benefit or loss if the company decides to move from current system to Just in Time procurement system.
(b) RECOMMEND factors that the management needs to consider before implementing the just in time procurement system. [RTPNov. 2018]
Answer:
(a) Benefits due to JIT:
| Particulars | Current Purchasing Policy (₹) | JUST IN TIME Procurement System (₹) |
| Raw material procurement cost per year | 12,00,00,000 | 15,60,00,000 |
| Quality check and material handling cost (No longer required in JIT) | 1,00,00,000 | — |
| Insurance Cost on raw material inventory (No longer required in JIT) | 20,00,000 | — |
| Warehouse rental for storing raw material (No longer required in JIT) | 3,00,00,000 | — |
| Overtime Charges under JIT to reduce Stockouts (Note 1) | — | 10,00,000 |
| Stockout Cost (Note 2) | — | 40,20,000 |
| Total Relevant Cost | 16,20,00,000 | 160,020,000 |
Therefore, moving to just in time procurement system results in savings of ₹ 9,80,000 per year for the company. If reinvested, long-term return on investment for the company at 15% would yield a return of ₹ 1,47,000 per year. In addition, by switching over to JIT system, company will also save an investment of ₹ 1 crore ie., average per inventory of raw material held at present. Company can earn further 15% on this investment i.e., ₹ 15,00,000 year.
Therefore, total benefit for the company would be ₹ 26,27,000 per year.
Note 1: Should overtime cost be incurred to reduce Stockouts?
Contribution per unit = Sale price – Variable production cost – Variable selling, distribution cost per unit;
Variable production cost under the just in time system = ₹ 2,000 + ₹ (1,040-800) = ₹ 2,240 per unit; .
Contribution per unit = ₹ 5,000 – ₹ 2,240 – ₹ 750 per unit = ₹ 2,010 per unit.
Overtime cost can reduce stockouts from 3,000 units to 2,000 units that is customers’ demand of 1,000 units more can be met.
Contribution earned from selling these 1,000 units = 1,000 × ₹ 2,010 per unit = ₹ 20,10,000.
Therefore, the contribution earned of ₹ 20,10,000 is more than the related overtime cost of ₹ 10,00,000. Therefore, it is profitable to incur the overtime cost.
Note 2: Stockout Costs
Out of the total shortfall of 3,000 units, by spending on overtime 1,000 units of demand can be met. Therefore, actual stockout units is only 2,000 units. As explained above, contribution per unit is ₹ 2,010 per unit. Therefore, stockout cost = 2,000 units × ₹ 2,010 per unit = ₹ 40,20,000.
(b) Factors to be considered:
The company plans to eliminate its raw material inventory altogether. Raw material will be delivered as per production schedule directly at the factory shop floor, from whence production will begin. The management should therefore carefully consider the following points:
(a) The entire production process has to be detailed and integrated sequentially. This is essential to know because it should be known in advance when in the sub- assembly process is each raw material is required and in what quantity.
(b) Since production is dependent on delivery and quality of raw material, heavy reliance is being placed on suppliers. They should be able to guarantee timely delivery of raw material of the appropriate quality. The company is paying a premium of 30% of original cost, that is ₹ 240 per unit (₹ 1,040 -1800 per unit) in order to ensure the same. Each unit gives a contribution of ₹ 2,010 per unit, which is 40.2% of the sale price per unit. Lost sales opportunities due to unavailability of raw material or non-conformance of the material can result in substantial losses to the company. While, portion of this has been factored while doing the cost benefit analysis of implementing Just-in-time systems, it needs careful consideration and monitoring even after implementation. Therefore, to hedge its loss, the management and suppliers should agree on penalties or costs the supplier should incur should there be any delay or non-conformance in quality of materials beyond certain thresholds.
(c) Accurate prediction of sales trends is important to determine the production schedule and finished goods planning.
(d) Continuous monitoring of the system even after implementation is essential to ensure smooth operations. Management commitment and leadership support is essential for its successful implementation and working.
![]()
Question 2.
Coup Ltd. has entered into a contract to supply a component to a company which manufactures electronic equipments. Expected demand for the component will be 35,000 units totally for all the periods. Expected sales and production cost will be

Total fixed overheads are expected to be ₹ 7 lakhs for all the periods. The production manager has to decide about the production plan.
The choices are:
Plan 1: Produce at a constant rate of 8,750 units per period. Inventory holding costs will be ₹ 3.25 per unit of average inventory per period.
Plan 2: Use a just-in-Time (JIT) system
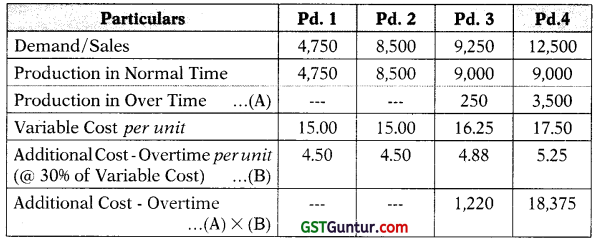
Maximum capacity per period normally 9,000 units
It can produce further up to 5,000 units per period in overtime.
Each unit produced in overtime would incur additional cost equal to 30% of the expected variable cost per unit of that period.
Assume zero opening inventory.
Required
(i) CALCULATE the incremental production cost and the savings in inventory holding cost by JIT production system.
(ii) ADVISE the Coup Ltd, on the choice of a plan. [RTP May 2019]
Answer:
(i) Calculation of Incremental production cost and savings:
Workings
Statement Showing ‘Inventory Holding Cost’ under Plan 1
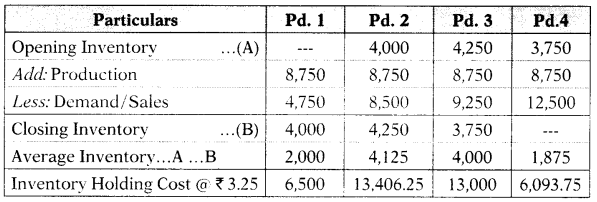
Inventory Holding Cost for the four periods = (₹ 6,500 + ₹ 13,406.25 + ₹ 13,000 + ₹ 6,093.75)
= ₹ 39,000
Statement Showing ‘Additional Cost-Overtime’ under Plan 2 (JIT System)
Statement Showing ‘Additional Variable Cost*’ under Plan 2 (JIT System)
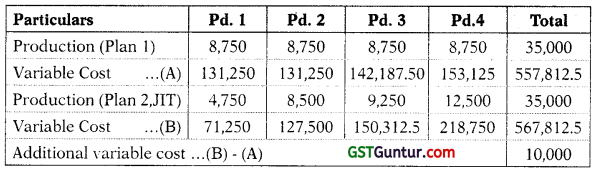
* excluding overtime cost
Incremental Production Cost in JIT Svstem = ₹ 19,595 + ₹ 10,000 = ₹ 29,595
Therefore, Saving in JIT System (Net) = ₹ 39,000 – ₹ 29,595 = ₹ 9,405
(ii) ADVISE to the Coup Ltd.
Though Coup Ltd is saving ₹ 9,405 by changing its production system to Just-in- time but it has to consider other factors as well before taking any final decision which are as follows:
- Coup Ltd. has to ensure that it receives materials from its suppliers on the exact date and time when they are required. Credentials and reliability of supplier must be thoroughly checked.
- To ensure quality, there is requirement of engineering staff, so that if required they may visit the supplier’s site and examine their processes, to see if the supplier can reliably ship high quality parts and also provide them engineering assistance to bring up high standard of product.
- Coup Ltd. should also aim to improve quality at its process and design levels with the purpose of achieving “Zero Defects” in the production process.
- Coup Ltd. should also keep in mind the efficiency of its workers. Coup Ltd. must ensure that labour’s learning curve has reached at steady rate so that they are capable of performing a variety of operations at effective and efficient manner. The personnel must be completely retrained and focused on a wide range of activities.
Question 3.
BP Ltd. (KPL) manufactures and sells one product called “EIAM”. Managing Director is not happy with its current purchasing and production system. There has been considerable discussion at the corporate level as to use of ‘Just in Time’ system for “EIAM”. As per the opinion of managing director of BPL Ltd.
“Just-in-time system is a pull system, which responds to demand, in contrast to a push system, in which stocks act as buffers between the different elements of the system such as purchasing, production and sales. By using Just in Time system, it is possible to reduce carrying cost as well as other overheads”.
BPL is dependent on contractual labour which has efficiency of 95%, for its production. The labour has to be paid for minimum of 4,000 hours per month to which they produce 3,800 standard hours.
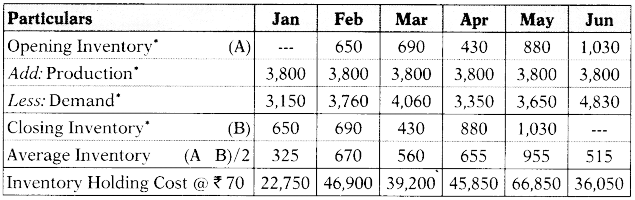
For availing services of labour above 4,000 hours in a month, BPL has to pay overtime rate which is 45% premium to.the normal hourly rate of ₹ 110 per hour. For avoiding this overtime payment, BPL n its current production and purchase plan utilizes full available normal working hours so that the higher inventory levels in the month of lower demand would be able to meet sales of month with higher demand level. BPL has determined that the cost of holding inventory is ₹ 70 per month for each standard hour of output that is held in inventory.
BPL has forecast the demand for its products for the first six months of year 2019 as follows:
| Month | Demand (Std. Hrs.) |
| Jan’19 | 3,150 |
| Feb’19 | 3,760 |
| Mar’!9 | 4,060 |
| Apr’19 | 3,350 |
| May’19 | 3,650 |
| Jun’19 | 4,830 |
Following other information is given:
(i) All other production costs are either fixed or are not driven by labour hours worked.
(ii) Production and sales occur evenly during each month and at present there is no stock at the end of Dec’18.
(iii) The labour are to be paid for their minimum contracted hours in each month irrespective of any purchase and production system.
Required
As a chief accountant you are requested to COMMENT on managing director’s view.
Answer:
Statement Showing ‘Inventory Holding Cost’ under Current System
(*) in terms of standard labour hours
Total Overtime payment = ₹ 43,652 + ₹ 1,72,931 = ₹ 2,16,583
Therefore, saving in JIT system = ₹ 2,57,600 – ₹ 2,16,583 = ₹ 41,017
(*) in terms of standard labour hours
Inventory Holding Cost for the six months = ₹ 2,57,600
(₹ 22,750 + ₹ 46,900 + ₹ 39,200 + ₹ 45,850 + ₹ 66,850 + ₹ 36,050)
Calculation of Relevan Overtime Cost under JIT System
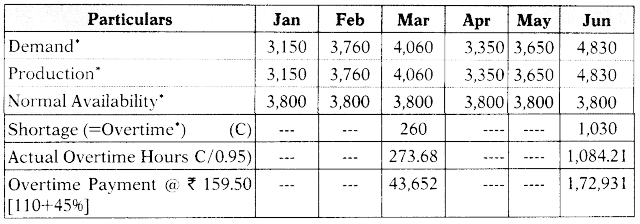
(*) in terms of standard labour hours
Total Overtime payment = ₹ 43,652 + ₹ 1,72,931 = ₹ 2,16,583
Therefore, saving in JIT system = ₹ 2,57,600 – ₹ 2,16,583 = ₹ 41,017
Comments
Though BPL is saving ₹ 41,017 by changing its production system to Justin-time but it has to consider other factors as well before taking any final call which are as follows:-
(i) BPL has to ensure that it receives materials from its suppliers on the exact date and at the exact time when they are needed. Credentials and reliability of supplier must be thoroughly checked.
(ii) To remove any quality issues, the engineering staff must visit supplier’s sites and examine their processes, not only to see if they can reliably ship high-quality parts but also to provide them with engineering assistance to bring them up to a higher standard of product.
(iii) BPL should also aim to improve quality at its process and design levels with the purpose of achieving “Zero Defects” in the production process.
(iv) BPL should also keep in mind the efficiency of its work force. BPL must ensure that labour’s learning curve has reached at steady rate so that they are capable of performing a variety of operations at effective and efficient manner. The workforce must be completely retrained and focused on a wide range of activities.
Question 4.
Olivware Limited is a toy manufacturing company. It sells toys through its own retail outlets. It purchases materials needed to manufacture toys from a number of different suppliers. Recently, due to the entity of few reputed foreign brands in the toy market and particularly in the segment in which Oliveware Ltd. is doing business, it is facing a threat to operate profitably.
Each toy requires 4 kg. of materials at ₹ 19 per kg. and 5% of all materials supplied by the suppliers are found to be sub-standard. Labour hour requirement for each toy is 0.4 hour at ₹ 120 per hour.
Market research has determined that the selling price will be ₹ 240 per toy. The company requires a profit margin of 15% of the selling price. Expected demand for toy in the coming year will be 50,000 toys. Sales and variable overhead per unit for the four quarters of the year will be as follows:
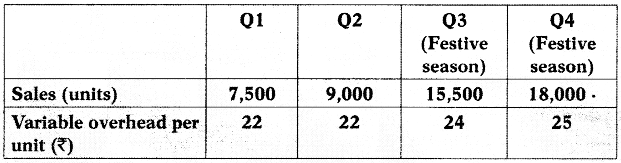
Total fixed overheads are expected to be ₹ 6,25,000 for each quarter.
The production manager has decided to produce 12,500 units in each quarter. Inventory holding costs will be ₹ 18 per unit of average inventory per quarter. Inventory holding costs are not included in above.
Normal production capacity per quarter is 15,000 toys. The company can produce further up to 6,000 units per quarter by resorting to overtime working. Overtime wages will be at 150% of normal wage rate.
Assume zero opening inventory.
Required
(a) (i) CALCULATE the cost gap that exists between the total cost per toy as per the production plan and the target cost per toy, (9 Marks)
(ii) DISCUSS how just-in-time purchasing and just-in-time production will remove the cost gap calculated in (i) above. Show calculations in support of your answer. (7 Marks)
(b) EXPLAIN, how implementation of JIT production method can be a major source of competitive advantage and success of the company. (4 Marks) (9+7-h4 Marks)
Answer:
(a) (i) Cost gap between Total Cost per toy as per the production plan and the Target Cost per toy
Target Cost per toy
| Sr.No. | Particulars | 7 per unit | For Annual Sales of 50,000 units |
| 1 | Selling Price per toy | 240 | 1,20,00,000 |
| 2 | Required Profit Margin (15% of selling price = 15% × 7 240 per unit) | 36 | 18,00,000 |
| 3 | Target Cost per annum (Step 1 – 2) | 1,02,00,000 | |
| 4 | Target Cost per toy (Step 3/50,000 units) | 204.00 |
Therefore, Target Cost is ₹ 204 per toy.
Total Cost as per production plan
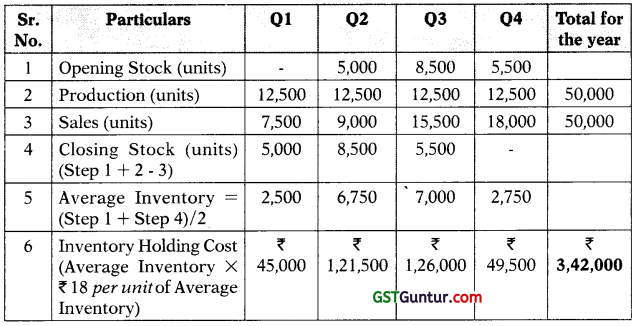
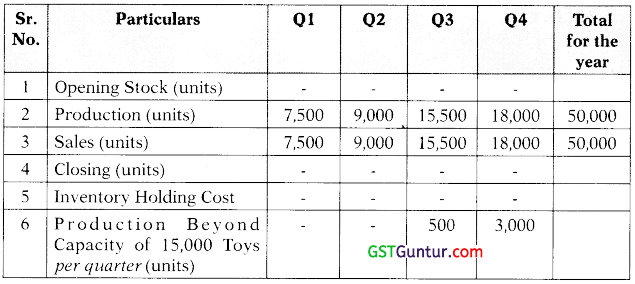
Oliveware Ltd. has an annual production requirement of 50,000 toys, which is also its annual sales. Given that opening inventory for the first quarter is nil. The production manager wants to produce 12,500 units per quarter irrespective of the sales demand for the quarter. This implies that during some quarters, there might be unsold inventory, for which inventory holding cost has to be borne. This type of production is called “produce to stock”.
Production Schedule and Inventory Holding Cost for the year
Total Cost of Production per toy as per production plan
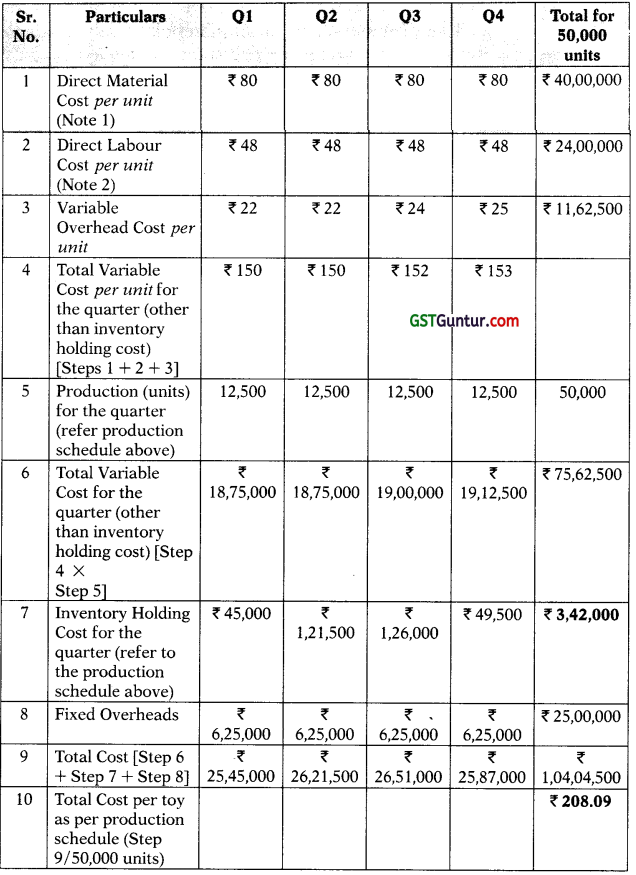
Note 1
Each toy requires 4 kg of material, 5% of all materials is sub-standard. Therefore, procurement should factor this sub-standard quality.
Material required per unit= 4 kg/95% = 4.21 kg
Material Cost per toy produced = 4.21 kg × ₹ 19 per kg = ₹ 80 per unit
Note 2
Each toy requires 0.40 hours. Rate per hour is ₹ 120 per hour. Therefore, Cost per toy — 0.40 × ₹ 120 = ₹ 48 per unit
Cost Gap
= Total Cost per toy as per production schedule – Target Cost per toy
= ₹ 208.09 – ₹ 204.00 per toy
= ₹ 4.09 per toy
(a) (ii) JIT Purchasing
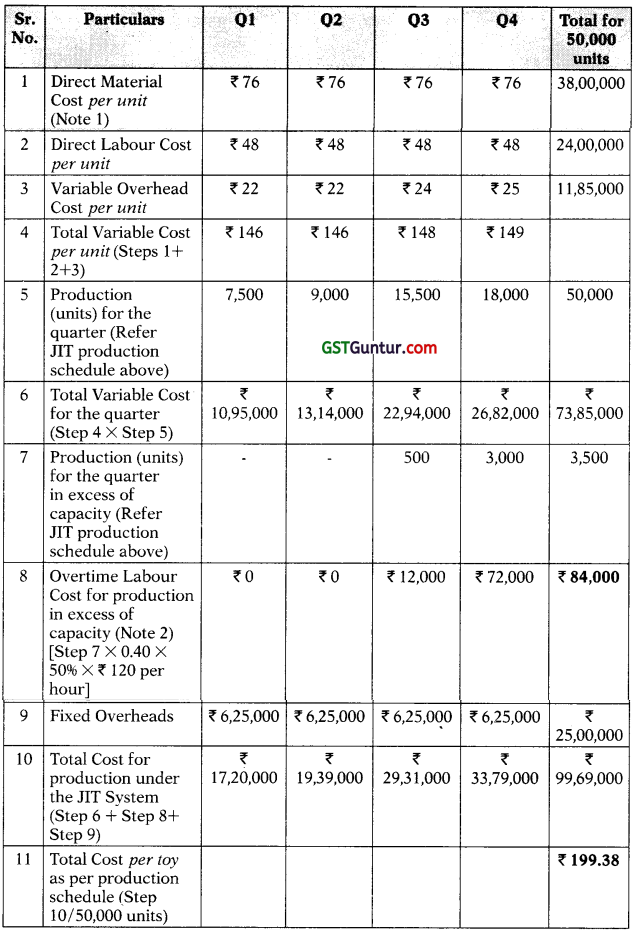
Just in Time Purchasing and Just in Time Production is aimed at eliminating inventory holding of raw material and finished goods respectively. Components are purchased only when there is a requirement in the production process. Similarly, finished goods are produced only when there is a demand for them. This type of production is called “produce to order”. Hence, there is neither any opening inventory nor any closing inventory, thereby no inventory holding cost.
In the given problem, this savings is off-set by the extra payment to be made to labour for overtime. Production capacity is 15,000 toys per quarter. This can be increased by 6,000 toys per quarter by incurring additional overtime cost.
The Production Plan under the Just in Time System
Total Cost of Production under JIT System
Note 1
Carefully selected suppliers of delivering high quality materials in a timely manner directly at the shop floor, reducing the material receipt time and loss due to sub-standard material.
Note 2
Overtime wages are 150% of normal wage rate. Therefore, for every toy produced over the quarterly production capacity of 15,000 toys, 50% extra wage over and above the hourly rate has to be paid as overtime wages. Each toy needs 0.40 hours for production. Therefore, overtime cost for excess production = excess production units × 0.40 × 50% × ₹ 120 per hour.
Cost Gap
The cost of production per toy under the JIT system is ₹ 199.38 per toy as compared to the target cost of ₹ 204 per toy and save ₹ 4.62 per toy.
The savings primarily comes from eliminating the inventory holding cost of ₹ 3,42,000 per annum and sub-standard material cost of ₹ 2,00,000 per annum under the previous production system. This is slightly offset by the additional cost of ₹ 84,000 per annum that has to be paid towards overtime labour charges and ₹ 22,500 towards additional variable overheads. However, by switching to the JIT system, Oliveware Ltd. could reduce its production cost below the target cost per toy.
(b) JIT as a major source of competitive advantage
JIT system aims at:
- Meeting customer demand in a timely manner.
- Providing high quality products and
- Providing products at the lowest possible price. The main features of the JIT production system are:
- Material handling cost is reduced – materials move from one machine to another in an organized sequence.
The production process is grouped into to manufacturing cells. These can be managed with minimal labour. This reduces material handling costs as also any pile up of inventory in the form of work-in-progress. In JIT procurement process, the raw material is received only when needed. Due to significant reduction in inventory, inventory holding costs, normal wastage cost and spoilage can be avoided. Optimum arrangement of cells can lead to lesser floor space requirement, thereby reducing factory rental and overhead cost.
Multi-skilled labour: Hire and retain multi-skilled workers who are capable of performing a variety in operations including repairs and maintenance. Therefore, a worker is not confined to only one process in the production process. He can contribute towards other processes as well. This reduces the workforce requirement and labour idle time. The company can have a more efficient workforce, with lesser number of workers. There is potential to reduce labor cost on account of this.
Minimizing defects rework and scrap: Each stage of the production process is tightly linked in a sequential manner. Defective output from one stage will stop the work at the next stage. Due to this, workers can identify and correct errors or defects instantaneously. JIT creates urgency for eliminating defects as quickly as possible since the downstream work also stops due to error in any workstation. Production process efficiency improves and reduces rework or scrap. The overall quality of production improves. There are other benefits to streamlining production process: lesser need for inspection of final output and lesser sales returns due to defects. This would contribute to the product’s brand value.
Reduced set-up time: Streamlined production process under JIT reduces set-up time at the workstations. When the production process has to change to make the product per the customers’ demands, set-up time is incurred at the workstation. By streamlining operations, JIT system aims at reducing the set-up time, so that production can continue with the least possible interruption. This brings flexibility in the operations since the company can quickly change the production requirement, to make products to meet the customer’s demand. Quick turnover improves productivity of the machine, thereby increasing the production capacity. Lesser time is spent on set-up which is not a value adding activity.
Reduces lead time for receiving materials since the suppliers of raw material are capable of delivering high quality materials in a timely manner directly at the shop..Proper selection of such suppliers is imperative for the JIT system to be successful. If this can be achieved, then it is beneficial for the company since inventory holding of material is eliminated along with receiving better quality of raw material in a timely manner.
Eliminating inventory holding, scrap, material wastage, flexibility in operations by reducing set-up time, better response time to customer’s demands, better skilled workforce, better quality of production, lower workforce requirement, lower floor space requirement all of these contribute towards lowering working capital requirements. These contribute to a company’s competitive edge and success.
![]()
Question 5.
Mr. Rakesh is a newly appointed Managing Director of Mars company. He is not satisfied with the performance of the company so in order.to reduce the costs, improve the inventory cost and to improve service. Mr. Rakesh along with the consent of Costing Department has undertaken a decision to implement a JIT System.
The production management of Mars is satisfied with the benefits of their changes, while Supplies department is worried and have doubt with this decision.
They argued that
“Weave dealing with the suppliers for many years… they would insist that we could only purchase in thousands, that we would have to wait for every second week of months, or that they would only deliver on Saturdays!”
Required;
Is Mr Rakesh view- point is correct? COMMENT. [MTP Oct. 2020] (5 Marks)
Answer:
“For Successful implementation of JIT inventory system, the key not point is that, the suppliers must be willing to make frequent deliveries in small lots. Rather than deliver every second week of month’s or a month’s material at one time, suppliers must be willing to make deliveries several times a day and in the exact quantities specified by the buyer”.
It is mention in the problem that suppliers are not willing to
- make frequent deliveries and
- – and supply the product in the exact quantities as required Accordingly, Mr. Rakesh will fail on successful implementation of JIT System.
Question 6.
Caliber Metal and Motor Works (CM2W) deals in manufacturing of the copper wired electronic motor, which is specifically designed. CM2W is thinking to shift from traditional system to JIT system as part of process innovation.
CEO among the other top bosses at CM2W are hopeful that implementation of JIT will not only improve value in value chain for end consumer, but also improve overall manufacturing cycle efficiency. JIT pre-implementation team was formed to evaluate the probabilities, which collects following actual and estimated data about process;
| Activity Category | Traditional System (Actual) (in minutes) | JIT System (Estimated) (in minutes) |
| Inspection | 45 | 30 |
| Storage | 80 | 20 |
| Moving | 25 | 10 |
| Processing | 70 | 50 |
Further, CM2W decided to practice single piece flow under JIT. CM2W received an order which is due to manufacture and delivered for 10 such motors. Total available production time to produce what customer demands is 490 minutes out of which it normal practice that 40 minutes will be spent in shutdown and cleaning. CEO is also considering JIT purchase apart from JIT production.
Required
(i) EXPLAIN just in time.
(ii) CALCULATE the ‘takt time’ and INTERPRET the results.
(iii) ADVISE whether company should shift to JIT. [RTP May 20201
Answer:
(i) Just in Time: It is a collection of ideas that streamline an organisation’s production process activities to such an extent that wastage of 0 all kind viz., of time, labour and material systematically driven out of the process activities with single piece flow after considering takt time.
In Just-in-time, Manufacture facility is required to be integrated with vendor system for signal (Kanban) based automatic supply which depends upon demand based consumption. Under JIT system of in-ventory storage cost is at lowest level due to direct issue of material to manufacturing department as and when required and resultantly less/no material lying over in store or production floor.
Prerequisite of Just-in-time system is integration with vendor, if vendor isn’t integrated properly or less reliable, then situation of stock out can arise and which may result into loss of contribution.
Multitasking by employee is another key feature of Just-in-time, group of employees should be made based upon product instead based upon function. Hence, functional allocations of cost become less appropriate.
Overall, Just-in-time enhance the quality into the finish goods by eliminating the waste and continuous improvement of productivity.
(ii) ‘fakt Time is the maximum available time to meet the demands of the customer; this will help to decide the speed of/at manufacturing facility.
Takt time is the average time between the start of production of one unit and the start of production of the next unit, when these production starts are set to match the rate of customer demand.
Takt Time = \(\frac{\text { Available Production Time }}{\text { Total Quantity Required }}\)
Here,
Available Production Time is ‘total available time for production’ – ‘planned downtime i.e. spent in shutdown and cleaning’ i e. 450 minutes = 490 minutes – 40 minutes.
Total Quantity Required is 10 units
Takt Time = \(\frac{450 \text { Minute }}{10 \text { Units }}\)
= 45 Minutes
Note – Heijunka can be applied in order to reduce variation between ‘Takt times’ over the production.
Interpretation
Customer’s demand is 10 units, to calculate the takt time, divide the available production time (in minutes) by the total quantity required. The takt time would be 45 minutes. This means that process must be set up to produce one unit for every 45 minutes throughout the time available. As order volume increases or decreases, takt time may be adjusted so that production and demand are synchronized.
(iii) Advise on Shifting to JIT
To evaluate the proportion of “the old cycle time was spent in inventory”, we need to understand how organizations asses the efficiency of their production processes.
One commonly used measure is process cycle efficiency and to calculate the same every process activity is require to breakdown into combination of activities such as value added activities, non-value added activities and non-value added activities but strategic activities. In order to generate highest value to customer, only value added activities are
included in process. But those non-value added activities, which are strategic in nature, also need to be part of process. Therefore, it may be possible that entire process is not efficient.
To measure efficiency of process, managers keep track of the relation between ‘times taken by value added activities’ in comparison ‘total cycle time’. Such relation/ratio is processing cycle efficiency.
Process Cycle Efficiency = \(\frac{\text { Value Added Time }}{\text { Cycle Time }}\)
Processing time is considered as value added time, whereas time spend on inspection, storage and moving is non-value added time and included in cycle time. The higher the percentage, less the time (and costs) needs to be spent on non- value added activities for inspection, storage and moving.
Computation of Processing Cycle Efficiency
| Sr.No. | Activity Category | Traditional System (Actual) | JIT System (Estimated) |
| A. | Inspection | 45 | 30 |
| B. | Storage | 80 | 20 |
| C. | Moving | 25 | 10 |
| D. | Processing | 70 | 50 |
| E. | Value Added Time .. .(D) | 70 | 50 |
| F. | Cycle Time … (A)+(B)+(C)-T(D) | 220 | 110 |
| G. | Process Cycle Efficiency ,..(E)/(F)X100 | 31.82% | 45.45% |
Of the 220 minutes required for manufacturing cycle under CM2W’s traditional system, only 70 minutes were spent on actual processing. The other 150 minutes were spent on non-value added activities, such as inspection, storage, and moving. The process cycle efficiency formula shows that processing time equaled to 31.82% of total cycle time. The cycle time is reduced substantially in the Just-in-time system from 220 minutes to 110 minutes. In addition to this, the amount of time that used up in inventory ie. non-value-added activities is also reduced. Therefore, process cycle efficiency has been increased from 31.82% to 45.45%. This significant improvement in efficiency over the previous system comes from the implementation of Just-in-time system. Therefore, it is advantaged to shift to Just-in-time system.
Question 7.
Glee tech solution is a producing CAP-10 from use of a single raw material Sillicon-12. The two major departments operating in Glee tech solution are purchase and production department. The market is very competitive and Glee tech is facing fluctuation in demand of CAP-10, so the high storage cost is the prime cause of low financial performance which is the major concern of the company. Glee tech solution has decided to move from Traditional to Just in time system.
From purchase and store following data is collected. Annual consumption is of 1,800 units of Sillicon-12. List Price of each unit of Sillicon-12 is ₹ 4,000. The cost of placing order is ₹ 2,000 and cost of carrying one unit of Sillicon-12 for a year is 2%. Company presently use EOQ model of ordering.
Purchase Manager further estimated that, if Just in time system of inventory is implemented, ordering cost will increase by 50% from current level, whereas carrying cost can be avoided up-to 90%. But there is prospective order of 5 units of CAP-10 which can’t be served, due to non-availability of stock and failure of delivery by supplier. Contribution from each unit of CAP-10 is 1,200. Stock insurance cost will reduce by ? 400 on annual basis. There will also be reduction in working capital requirement, which will result in interest saving of ? 500 on annual basis.
Further, Production and Engineering department supported by marketing department provide details that presently average production of CAP-10 is 150 units of per month, although for next 4 months expected demand will be 120, 160, 140, 180 units. Maximum capacity from man-hours perspective is 150 units. 20 man-hours required for producing each unit and labour rate per hour is 3. Casual labour is not available in market. Overtime rate will be 200%. Average monthly cost of storage of each item of CAP-10 is 65.
Requirement;
(i) EXPLAIN the JIT purchasing and JIT production and the effect of its introduction.
(ii) COMPUTE cost savings if it moves to JIT Purchasing.
(iii) COMPUTE cost savings if it moves to JIT Production
Answer:
(i) JIT purchasing and JIT production
(a) Just-in-time is a collection of ideas that streamline an organisation’s production process activities to such an extent that wastage of all kind viz., of time, material and labour are systematically driven out of the process.
(b) Just in time purchasing suggests that materials should only be purchased as and when required. While JIT production shows that finished products should only be produced as and when required by customers. Whereas in traditional manufacturing system, to smooth out production and to meet forecasted demand, materials and finished goods are stored in advance.
(c) JIT Purchasing reduces the inventory level which will result in reduction of carrying cost of inventory, as well as reduces the level of working capital which will save the opportunity cost in form of interest expenditure. On the other hand, JIT Production gives opportunity to customize the product as per customers’ needs, conformance to customers’ need is essential to quality. It also reduces the level of working capital which save the opportunity cost in form of interest expenditure.
(d) Prerequisite of JIT purchasing or production is integration with vendor, if vendor is not integrated properly or less reliable, then situation of stock out can arise and which can result into loss of contribution.
(e) Multitasking by employee is another key feature of JIT, group of employees should be made based upon product instead based upon function. Hence, functional allocations of cost become less appropriate.
(i) Overall, JIT enhance the quality into the product by eliminating the waste and continuous improvement of productivity.
(ii) Cost Savings in JIT Purchasing:
Reorder Size under present regime:
Under current scenario reorder size of Sillicon-’l 2 will be EOQ. Formula for EOQ is mentioned below—
EOQ = \(\sqrt{\frac{2 \times A \times O}{C}}\)
Where
A = Annual Consumption i.e., 1,800 units of Sillicon-12
O = Ordering Cost per order i.e., ₹ 2,000 per order
C = Carrying Cost per unit per annum i.e., 80 (2% of 4,000) per unit per annum
EOQ = \(\sqrt{\frac{2 \times 1,800 \times 2,000}{80}}\) = 300 units
EOQ (reorder size under present regime) of Sillicon-12 is 300 Units
Cost Comparison under present and JIT regime (annual basis)
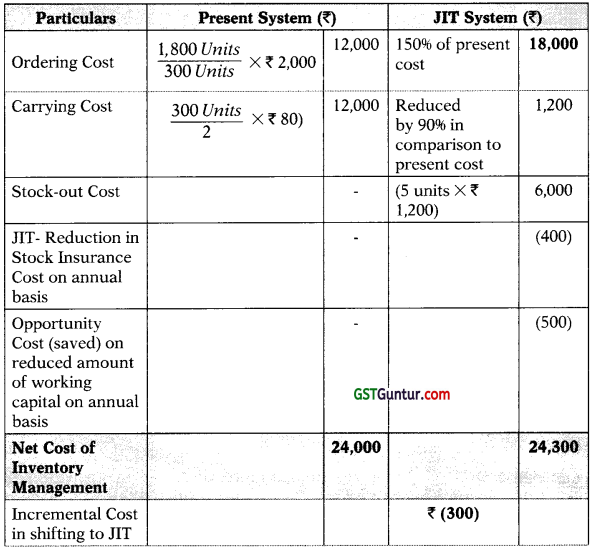
Since implementation of JIT Purchasing results in incremental cost of ₹ 300 per annum basis, hence it is not economically worth to move to JIT system of inventory purchase.
(iii) Cost Savings in JIT Production:
Carrying Cost in Present Scenario (for next four months)
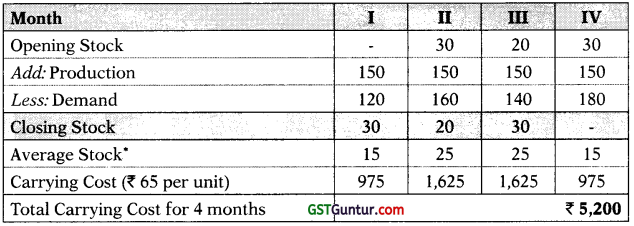
*Average Stock = Opening Stock + Closing stock/2
Overtime Cost in JIT Scenario (for next four months)
im-14
*Shortfall good need to produce in overtime, due to limited man-hour available and casual labour is not available in market.
Based upon comparative cost for upcoming four month under present and JIT scenario, there is cost saving of ₹ 400 (₹ 5,200 vs. ₹ 4,800) in move to JIT system production. Hence, it is economically worth to move to JIT Production.
![]()
Question 8.
(Case Scenario)
Road Cable Cars (RCC) engaged in assembly of cabin used on ropeways. In order to assemble cabin, 3 major parts of different shapes and sizes are used. These parts
are assembled with help of specially designed dome nut and bolt made of brass (Product Code – Brass DIN 85), which are manufactured by Reliable Hardware and Metal Works, Plant layout design of RCC comprises assembly line, where multiple products are assembled at one point of time. Hence there are multiple workers, who are using such nut and bolts simultaneously. Such nut and bolts com$ in set along with washer and all three spares collectively consider as set.
Since the plant facility of RCC is situated in remote area hence majority of worker
are either unskilled or semi-skilled and literacy rate is also low among workers. This causes variety of problems including not informing production supervisor, about the re-ordering of such (Brass DIN 85), a class of store and spares items. Due to ignorance in workers towards understanding of the stock levels and their relevance, many a times stock of such spares ordered later then it should be, hence got out of stock. This further leads to stock out situation in some of the cases, which result in contribution loss.
Reliable Hardware and Metal Works (RHMW) is long standing supplier of Brass DIN 85 to RCC, hence reliable in term of both quality and delivery time. RHMW took isingle day as lead- time to deliver the re-ordered quantity. Despite the reliability of supplier RCC wish to maintain safety stock equivalent to 3 (three) days consumption for production facility. RCC is using latest version of SAP as enterprise resource planning, which is installed just 3-4 month back. Employees are being trained to use the respective modules of SAP and integration among various function/modules is ongoing.
Plant of RCC works for 6 days in a week and during a week period 1,200 units of Brass DIN 85 is required for production. Consumption of Brass DIN 85 in order to assemble the cabin cars are constant through-out the year. RCC during first phase of its drive to implement lean manufacturing, is working on its operational efficiency and tries to reduce inventory by introducing a Kanban system.
Requirement:
(i) EXPLAIN the Kanban in inventory management for entity like RCC? Also, EXPLAIN Kanban be applied to non-manufacturing entities?
(ii) CALCULATE is Kanban size and number of Kanban required in case of RCC?
(iii) LIST the factors to be considered and specific precautions/pre-requisites, prior to RCC took task of applying Kanban system
Answer:
(i) Kanban system is a visual signal-based workflow management tech-niQuestion Taiichi Ohno an industrial engineer, developed the first Kanban system for Toyota automotive in Japan.
Kanban in inventory management
Kanban can be used in pull system of inventory, where supplier sup-plies the material based upon consumption. Kanban (a yellow line, originally used in Toyota) is visual cue to worker (may be unskilled or even illiterate) to understand that further material is required. Kanban reduce the cycle time and enhance the predictability, in order to promote value to customer. Kanban system hold specific amount of material (divided in Kanban Size). Kanban system also maintain information regarding quantity, storage location, vendor and details on product/part.
While calculating Kanban size and number of Kanban required following assumption need to be taken-
- Consumption is constant throughout the period; else smoothing factor need to be used in calculation of Kanban size.
- The supplier will deliver material directly to the point of use area (assembly line) and
- Requirement in term of space to store number of Kanban is met.
Kanban in non-manufacturing facilities
Kanban originally designed for manufacturing entities but can be applied to non- manufacturing concern as well, for smoothening of workflow rather inventory management. In Kanban, signal based dashboard is used to manage and improve the flow of work to be followed and also categories the work into to do, on-going and done (in some of cases backlog category also be added).
(ii) Kanban Size and Number of Kanban
Kanban Size can be calculated using formula ie. (C) × (LT) × (L) × (SF)
Whereas C stands for consumption,
LT stands for lead time (Note – Lead Time should be in terms of con-sumption pattern means if consumption is considered for week/s time then lead time shall also be considered in term of week/s)
L stands for location of Kanban (Note – When so even any entity implement the Kanban then keep one container of material at both the location (entity it-self and supplier), hence L is 2 unless otherwise provided)
SF stands for smoothing factor, which is used to set-off seasonal vari-ations in consumption; obviously if consumption and level of stock throughout the period remain same then smoothing factor can be one.
Calculation of Kanban Size
C – Consumption per day is 200 ie., 1,200/6
LT – Lead time is 1 days
L – Locations are 2 (RHMW and RCC) and
SF – Smoothing Factor is 1
Therefore, the Kanban Size is 200 × 1 × 2 × 1 = 400 Units in each Kanban. Note – EOQ can also be practice as Kanban size
Number of Kanban depends upon the maximum quantity of inventory which comprises of demand/consumption during lead period and quantity of safety stock. It can be determined using following formula-
im-15
Calculation of numbers of Kanban
Quantity of safety stock in given case is 3 days × 200 (daily consumption) i.e., 600 Consumption/demand during lead period is 1 days × 200 (daily consumption) i.e., 200 Therefore, maximum inventory under Kanban system is 800 i.e. (600+200)
Number of Kanban is 2 i.e., 800/400
(iii) Factors to be considered and specific precautions/pre-requisite to Kanban system
Kanban try to smoothen the workflow process by ‘visualise the flow of the work, reducing WIP, managing process, making process policies explicit, incorporate feedback and using scientific techniques’. In order to do so, while applying Kanban system RCC need to consider following factors-
1. Will supplier ready to supply material in the lot size equal to Kanban Size?
2. Will supplier participate in pull system of inventory and agree I upon Kanban Stocking program? – reliability on supplier.
3. Will supplier agree to supply material directly at point of use i.e. assembly line?
4. Is the consumption pattern comprising significant variations or constant throughout?
5. What is requirement regarding handling and storage of material?
6. Contribution margin on sale of product in which raw material is used. Note – these factors have major impact on calculation of Kanban size as well.
Some specific precautions for RCC
1. Since the worker are unskilled andliteracy rate is low among them hence it is needed to be assured that worker must understand the visual cue. Training can be provided to them.
2. Demand/Consumption need to be predicted with reasonable assurance in order to implement Kanban, although one thing, j which is in favour to RCC is that it knows the consumption j of Brass DIN 85 is constant throughout the period.
3. SAP which is used as ERP system in RCC, need to be integrated with suppliers system in order to practice pull system of inventory and various modules of SAP need to be tightly integrated.
![]()
Question 9.
Luminous Pvt Ltd. is producing wide verities of wide verities of torches operated on power batteries, specially designed for trekking and travellers, apart from domestic use. For which they purchase bulbs from Glow Lights and Bulbs (GLB), mostly G3 1M Screw 7.5V bulb is used in torches. Due to lockdown and outbreak of COVID the demand of torch falls significantly, and factories allowed to work at l/3rd of capacity. Considering the same production department slows down the production, causing a huge piled-up inventory of raw material. This will be expected to result in high storage costs. Hence to attain cost-effectiveness; LPL decided to move from tradition system to Just-in-Time (JIT) system in a phased manner. There are two major departments operating in LPL, purchase, and production. In the first phase, the purchase department is considering the adoption of JIT purchasing.
The annual demand for G3 1M Screw 7.5V bulb (bulb) is 24,000 units at LPL. Presently, the purchase price is ₹ 80 per bulb. Currently, the annual demand is ordered in 24 orders of equal size, and the cost of placing an order is ₹ 10 which is expected to remain same in JIT regime too. Material handling, insurance, and other carrying cost is ₹ 2, ₹ 1, and ₹ 1.5 respectively per unit per annum.
Under the JIT system, the price expected to increase to 80.05 per bulb. GLB is a reputed company for the quality of its products and timely delivery. As a result of frequent orders, the number of orders increased to 120 under the JIT regime, and order size decrease proportionally. Material handling cost is expected to reduce to ₹ 1.2, whereas other carrying costs will reduce by ₹ 0.5 and insurance costs remain at the same level. Lower inventory level will cause a stock-out cost of ₹ 5 per unit on 0.25% of annual demand.
The required rate return for LPL is 16%.
Required:
(i) (a) Is the JIT process is different for the purchase and production department? STATE the reason to support your opinion.
(b) STATE any three areas in which JIT purchasing may reduce cost significantly to bring the cost efficiency.
(ii) COMMENT, whether purchase department of LPL should move to JIT Purchasing, presuming the same annual demand.
Answer:
(i) (a) Just-in-time (JIT) is the management philosophy based upon demand pull system (rather than supply-push) throughout the plant in order to reduce cost, with a single piece flow after considering takt time.
JIT process is different for purchase and production department, due inherent nature of the function they render; despite the purpose of both is to de-clutter store/assembly line at the production floor and reduce the cost.
JIT if applied in purchases by purchase department then known as JIT [purchasing, which meant materials should only be purchased, when required for production.]
Whereas if JIT applied by the production department, it will be termed as JIT production and meant that finished products should only be | produced, as needed to meet actual customer demand.
(b) The areas, where JIT purchasing expected to reduce cost significantly are:
1. Interest cost of working capital – JIT purchasing will reduce the level of raw materials, which cause a reduction in the amount blocked as working capital; hence interest cost (either actual or opportunity) will reduce too.
2. Reduction in storage cost – As we know JIT purchasing reduce the level of raw material stored, hence storage cost is expected to reduce.
3. Since JIT purchasing reduced the inventory level of raw material, hence sorting (first S out of 5S) become easy and motions (as per motion study) also reduced, which reduce labour and overhead cost as well.
4. Material is purchase as and when required hence wastage and scarp will be less due to a relative reduction in evaporation and tendency to obsolete.
(ii) Chart of cost comparison under present and’JIT regime (annual basis)
im-16
Decision
Since the implementation of JIT Purchasing results in an incremental savings of ₹ 4,589.20 on a per annum basis, hence it is economically viable to move to JIT system of inventory purchase.
Working Note 1 – Average Inventory
| Particulars | Present | JIT system |
| Annual Consumption …..(A) | 24,000 | 24,000 |
| Number of orders ……-(B) | 24 | 120 |
| Order Size …(C = A/B) | 1,000 | 200 |
| Average Inventory
…(D = C/2) |
500 | 100 |
Working Note 2 – Carrying Cost per unit
| Particulars | Present (₹) | JIT System (₹) |
| Material handling (reduction of 0.8) | 2 | 1.2 |
| Insurance | 1 | 1 |
| Other carrying cost (reduction of 0.5) | 1.5 | 1 |
| Carrying Cost per unit per annum | 4.5 | 3.2 |
Question 10.
(Cellular Manufacturing) Melton Limited engaged in manufacturing of casting and capping of PVC pipes used for electronic fittings, which they supplied to various part of country using a well- diversified network of distributors. Melton Ltd. was established by Mr. Rejul Sharma around 10 year back, since then competition is continually increasing in market as new players entered in market who are ready to sell similar product at relatively lower prices. Mr. Sharma is actively participating in business and hold position of CEO and being a CA by profession; he conducts regular meetings with management accounting department.
In order to beat the competition, Melton Ltd. decided to reduce the cost and enhance the efficiency by implementing the strategic cost management techniques, such as cellular manufacturing using lean manufacturing.
Mr. Pankaj who joined the company recently as management accountant, is very enthusiastic about cellular manufacturing and consider same as scientific way of production. He added it will enhance the value creation ( over value chain. According to him, cellular manufacturing is significant tool to achieve process cycle efficiency.
Mr. Pankaj makes a plan of rearranging the existing machine and human resources who are working on these machines. He tenders such plan (of implementing cellular manufacturing) to Mr. Sharma. Process is also reengineered along with restructuring of production layout. Mr. Pankaj is of belief that with minimal cost (including loss of contribution on account of down time) on rearranging existing resources processing cycle
efficiency can be enhanced.
Mr. Sharma is skeptical in respect of expected benefit, so in his reply to Mr. Pankaj agreed to rearrangement plan, but in phased manner rather than pilot implementation. Mr. Pankaj asked -to implement his plan (on test run basis) to the one of production engineering department, which is tiny in comparison to other 3 production engineering department. Such selected department is contributing around 12% of total production capacity of Melton Ltd. Mr. Sharma in his reply also quoted that go green for next phase will be granted only if during testing phase processing cycle efficiency improved by minimum of 15%.
Mr. Pankaj and his team implement the rearrangement plan on such selected department and practice the reengineered process and rearrangement of machines along with men for 30 days. Recordkeeper provide following PCE data before and after rearrangement.
| Activity (part of process) | Before (in minutes) | After (in minutes) |
| Moving | 75 | 25 |
| Inspection | 40 | 15 |
| Storage | 65 | 15 |
| Processing | 90 | 45 |
Required
(i) EXPLAIN why Mr. Pankaj considers cellular manufacturing as scientific way of production?
(ii) ASSESS, whether out-come of testing phase at Melton Ltd is sufficient or not as to expectation of Mr. Sharma, for implementation similar rearrangement (cellular manufacturing) to remaining production departments.
Answer:
(i) Cellular manufacturing as scientific way of production
In cellular manufacturing, production workstations and machines are queued in specified sequence to ensure seem-less flow of material over entire production line (Straight Line, U-Shaped or Inverted U-Shaped etc.) to eliminate delay (Time) in production and also to eliminate the transportation (Motion) of various parts of single product from one production facility to another.
Hence Mr. Pankaj is right in equating ‘cellular manufacturing’ as a ‘scientific way of production’ because, it largely rests upon principles of scientific management, suggested by Fredric Winslow Taylor based upon ‘Time Study’ and ‘Motion Study’.
Since in cellular manufacturing one-piece at a time moves across production line, hence provide the scope for customisation to product features on the production line in view of specific customer demands. Hence in this cellular manufacturing add value to customer over value chain.
(ii) Assessment of Mr. Pankaj’s plan (cellular manufacturing) for further implementation (to remaining production departments)
Mr. Sharma seeks 15% improvement in PCE during testing phase, in order to implement the same for remaining production department. Means if PCE is 10% in existing layout, it shall increase to 11.5% or beyond in cellular manufacturing environment.
There is improvement in Process Cycle Efficiency by shifting to cellular manufacturing system from existing system by 11.67% in absolute term. If we measure percentage increase (relative measure), it will be 35.01% (ie., 11.67%/33.33%).
Since relative improvement in PCE is by 35.01% against the yardstick of 15% hence it is advantaged to implement cellular manufacturing to remaining production department also.
Workings
Computation of the PCE (Time in minutes)
| SrNo. | Activity Category | Before Rearrangement | After Rearrangement |
| A. | Moving | 75 | 25 |
| B. | Inspection | 40 | 15 |
| C. | Storage | 65 | 15 |
| D. | Processing | 90 | 45 |
| E. | Value added time …(D) | 90 | 45 |
| F. | Cycle time …(A+B+C+D) | 270 | 100 |
| G. | Process Cycle Efficiency …(E/F) | 33.33% | 45% |
Question 11.
XoX Pvt. Ltd. is a leading mobile manufacturing company and 1 sells its mobile phone across the world. In a fast-changing technological
environment, XoX has been able to maintain its leadership in smartphones segment for third year in a row now. Though the revenues have grown year on year, the costs have increased at a higher rate in the mobile phone industry as a whole.
“We have been leaders in revenue. We must lead in cost reduction front as well. I believe we can achieve this with improvements overtime, however minor they might be!”
– This is what the CEO of XoX has told its directors in a recently concluded board meeting.
The net profit margins of the company has fallen from 10% in 2018 to 8% in 2019 owing to rise in raw material & repair cost. Another significant rise in the cost was on account of repairs of mobiles which are under warranty. There was an increase in these repair costs by X1.5 crores which represents 1% of the total turnover of the company.
The process of repairs /replacement of under warranty product is outlined below:
- The company own 200 repair centres in various cities in India.
- A customer whose phone is under warranty and requires replacement/ repair visits any of the 200 centres to deposit the faulty mobile phone.
- The technician at service centres examines the phone and the service centre sends the phone to a centralised repair centre at Mumbai.
The phones are sent to Mumbai even for minor repairs which can be done locally if requisite infrastructure is provided to the service centres. - The phones are sent in batches. Each service centre creates 3-4 batches of mobile phones in a day. (A recent study showed that the batches could be combined into a single batch per day)
- The phones are repaired in Mumbai’s centralised centres and sent back to the respective service centres for handing them back to the customer. The phones which are repaired are sent in separate batches and those which are replaced are sent in separate batches.
Required
You are working as a Finance Manager in XoX. The finance director has approached you to understand whether the minor improvement § would be useful given the size of the company. The Finance Director has asked you to examine the process of warranty repairs and
replacement and submit a report covering the following aspects:
(i) What is the CEO referring to when he says “minor improvements”? EXPLAIN.
(ii) LIST the benefits of such minor improvements.
(iii) APPLY the above process to the warranty claim process and explain how the process can be improved.
(iv) Any other matter which you consider relevant.
Answer:
(Report)
Issue
XoX Pvt Ltd. is a leader in manufacturing of mobiles and is concerned about increasing costs. The increase in warranty related costs has been significant in the current year as compared to previous year. This has reduced the net profit of the company by 196 of sales.
Applicability of Kaizen Costing
“Kaizen” is a Japanese word which means “Change for Better”. In business parlance, Kaizen is used to refer to small and continuous improvement across all functions, processes and employees. Kaizen costing is a cost reduction
system. Yashihuro Moden defines Kaizen Costing as “the maintenance of present cost levels for products currently being manufactured via systematic efforts to achieve the desired cost level.
Toyota Production System is considered as a pioneer in Kaizen Costing. Though the model was used for eliminating wastage from production at factory initially, the concept can be applied in any of the processes in a business. Since Kaizen is a continuous improvement process, a radical change or disruptive innovation is not expected in Kaizen costing.
The following are the key features of Kaizen—
- Kaizen processes focus on eliminating waste in the systems and processes of an organisation, improving productivity and achieving sustained continual improvement.
- Application of small, incremental changes routinely applied and sustained over a long period can lead to significant improvements.
- It aims to involve workers from multiple functions and levels in the organisation.
- A value chain analysis helps to quickly identify opportunities to eliminate wastage.
- Although incremental changes can often be too small to be seen, Kaizen can be very effective in the long run.
An airline which identified that 75% of its flyers would leave the olive from salad, the airline decided to remove it from its servings. This saved the airline $ 40,000 per year. Another example is where an airline stopped printing its logo in the rubbish bags as it did not add value saved over $ 300,000 per year.
The CEO is referring to Kaizen costing when he mentions minor improvements to save costs over time. Kaizen costing takes into consideration various costs such as costs of supply chain, manufacturing costs, marketing, sales, distribution costs etc.
Benefits of Kaizen Costing
- Kaizen reduces waste in areas such as employees waiting time, trans-portation, excess inventory etc., which leads to improved efficiency in overall business processes and systems.
- A company applying Kaizen philosophy can achieve cost reduction through small incremental improvements and cost savings.
- Kaizen looks at functions and processes at all levels of organisation and requires participation of all employees and massive as well as open communication system. This participative approach improves teamwork across the organisation.
- Product improvement using Kaizen is likely to result in less number of defective products leading to customer satisfaction and reduction in warranty related costs.
- The reduction in wastage, improved efficiency and cost reduction improves the overall profitability of the company.
Implementation of Kaizen in the Current Case
The implementation of Kaizen as a cost reduction techniques can take several forms. The key question to ask for implementation is – “Can we eliminate waste?”. The waste can take several forms like—
- Unnecessary movement of material and men – Travelling for meeting in cases where a video conferencing could help.
- Unwanted part in a product which if removed is not likely to impact the performance of the product. (Nano sim card has reduced a significant portion of use fibre boards as compared to the traditional sim cards.)
- Defects which involve extra cost in terms of reworks.
- Waiting time – A simple example could be locating for files in your computer which has not be arranged properly. This leads to waste of time.
The above is just an indicative list where improvements can be made. However, an important point to note is that reduction of waste should not be done by compromising the quality of product. Apple launched iPhone 5c as a budget phone by using plastic material instead of Aluminium. The market did not like the product as it was considered to be an inferior product as compared to iPhone 5s.
Another way of looking at Kaizen is asking following questions—
- Can we eliminate functions from the production process without compromising the quality and utility of end products? – Removing unnecessary movements of material and men.
- Can we eliminate some durability? – Use of unbreakable plastic for producing disposable glasses would be waste of resources
- Can we minimise design? – e.g. use of Nano Sims.
- Can we substitute parts of the product being manufactured?
- Can we take supplier’s assistance to get better quality parts?
- Is there a better way? – This is a question which must be asked continuously to ensure that the improvement is not a one-time exercise.
(The above questions also form a part of the Value Engineering Process)
Application of Kaizen at XoX Pvt Ltd.
- The current warranty claim process at XoX involves movement of mobile phones from various service centres across the country to a centralised centre in Mumbai. The possible improvements in the claim process is explained below
- The company needs to analyse whether it requires to own 200 centres by itself across the country. The company can evaluate closing down centres with less customer footfalls or outsource the ones which are not located at the strategic location. This would save some cost to the company.
- The current process requires each service centre to send the faulty mobile phones back to Mumbai for repair or replacement. This is done even in case of minor repairs which can be handled locally. The company can provide necessary infrastructure to the service centres to carry out minor repairs locally. This would save logistics cost of sending the phones to Mumbai and back to service centre. The company should analyse the past data to understand the proportion of phones which require minor repair. Repairing the phones locally would also reduce the turnaround time and the customer will get back the phone faster.
- The current process is to send phones in 3-4 batches in a day. This effectively means creating 3-4 consignments, documents for dispatches and incurring extra costs for transportation. Combining the phones in a single batch would reduce the cost of transportation and administrative cost as well.
- The phones can be sent back from Mumbai in single batch instead of creating multiple batches to save transportation costs.
- The above improvements must be revisited continuously to derive required benefit from Kaizen process.
- Apart from eliminating waste in the warranty claim process, the com-pany must also identify root causes of increase in warranty claims in the current year as compared to previous year. Every phone being sent back for repair/replacement involves avoidable cost. The company must also revisit the manufacturing process and quality control processes to eliminate wastage in production process and improve quality.
- XoX can consider producing better quality mobiles at the manufac-turing process to reduce the warrant)’ claims.
The pattern of warranty claim must be analysed to understand whether there is certain common problem related to repair claims. If the issue has some relation with parts used in mobile, the issue can be taken up with supplier of such parts.
![]()
Question 12.
Bo. Ltd. (BoL) is an automobile manufacturer in India and a subsidiary of Japanese automobile and motorcycle manufacturer Leon. It manufactures and sells a complete range of cars from the entry level to the hatchback to sedans and has a present market share of 22% of the Indian passenger car markets. BoL uses a system of standard costing to set its budgets. Budgets are set semi-annually by the Finance 1 department after the approval of the Board of Directors at BoL. The Finance department prepares variance reports each month for review in the Board of Directors meeting, where actual performance is compared with the budgeted figures. Mr. Suzuki, group CEO of the Leon is of the opinion that Kaizen costing method should be implemented as a system of planning and control in the BoL.
Required
RECOMMEND key changes vital to BoL’splanning and control system 5 to support the adoption of ‘Kaizen Costing Concepts’.
Answer: Kaizen Costing emphasizes on small but continuous improvement, Targets once set at the beginning of the year or activities are updated : continuously to reflect the improvement that has already been achieved and that are yet to be achieved.
The suggestive changes which are required to be adopted Kaizen Costing concepts in BoL are as follows:
Standard Cost Control System to Cost Reduction System: Traditionally Standard Costing system assumes stability in the current manufacturing process and standards are set keeping the normal manufacturing process into account thus the whole effort is on to meet performance cost standard.
On the other hand Kaizen Costing believes in continuous improvements in manufacturing processes and hence, the goal is to achieve cost reduction target. The first change required is the standard setting methodology ie. from earlier Cost Control System to Cost Reduction System.
Reduction in the periodicity of setting Standards and Variance Analysis: Under the existing planning and control system followed by the BoL, standards are set semi-annually and based on these standards monthly variance reports are generated for analysis. But under Kaizen Costing system cost reduction targets are set for small periods say for a week or a month. So the period covered under a standard should be reduced from semi-annuaily to monthly and the current practice of generating variance reports may be continued or may be reduced to a week.
Participation of Executives or Workers in standard setting: Under the Kaizen Costing system participation of workers or executives who are actually involved in the manufacturing process are highly appreciated while setting standards. So the current system of setting budgets and standards by the Finance department with the mere consent of Board of Directors required to be changed.
Question 13.
(Cost of quality, Kaizen costing & JIT)
MAX is a multinational automotive manufacturer. It is based in Qatari, a country whose economy was affected badly after the recent global economic recession. Manufacturing powerhouse of Qatari would have suffered because it has vast number of trade with the rest of the world. To revive the country’s situation the government has taken many initiatives including, they have stipulated guidelines for production and employment targets on Industries engage in business activities while ignored profit as a performance measure, While, Company has recently set a goal statement mentioning that z “company’s first goal is growth (Profitability) and second goal is quality”, S for achieving first goal company has reduced employee engagement and z start cost cutting. While few of the experts argued that Company has i broken the quality rule.
MAX has always been among the country’s smartest organizations, yet here, in its pursuit of ever greater global growth, it wasn’t so smart.
Within few months of setting new goal statement MAX’s recalled 9 million cars. It was apparently the largest recalls in history. The floor mats were found to move and wedge the accelerator in position, causing it to stick and lead to a potential crash. When the recall was announced, 52 death had been attributable. Despite proactively cancelling the sales and production of the recalled models, MAX’s reputation as a Market leader was damaged.
While pursuing growth the company has failed by neglecting to pay attention to things it already knew as an organization.
One of the things that MAX knew and yet forgot was that, in the words of Genichi Taguchi, “Cost is more important than quality but quality is the best way to reduce cost” MAX’s management recognizes that it needs to make fundamental changes to its production approach in order to combat increased competition in the market. MAX’s cars are now seen as dreadful having poor safety features as compare to other competitors. Management plans to address this problem by improving the quality of its cars through the use of quality management techniques. It is planning to introduce Leans system i.e., JIT and Kaizen costing to improve its quality and financial performance both.
Currently MAX organization is using standard costing and budgetary variance analysis in order to monitor and control production activities.
The board of director has appointed an Expert to obtain understanding of Lean System, importance of quality management, impact of using quality costs and kaizen costing approach over the traditional standard costing at MAX.
Required:
(a) Discuss the impact of considering quality costs on the Proposed system and explain them in brief.
(b) Discuss and evaluate the impact of the kaizen costing on the current costing system.
Answer:
(a) To increase the quality while at the same time reducing both confor-mance and non-conformance costs is a programme of aiming for zero defect/and or continuous improvement is followed. To implement this elimination of all forms of waste is necessary. For this bifurcation of cost of quality is important, in the current standard costing system. At MAX Cost of quality will probably be hidden in Overheads, the existing system will need to be modified to separate these costs.
Quality costs:
Internal failure costs:
Internal failure cost associated with defects found before the customer receives the product or service. These costs occur when the product is not as per design quality standards and they are detected before they are transferred to the customer. E.g.: waste(occurs when unnecessary work is done or holding of stock as a result of errors, poor organization, or communication), Scrap (defective product or material that cannot be repaired, used, sold), Rework or rectification (when the work needs to be rectified for defective material or errors), Delays, Re-designing, Failure analysis, Re-testing
External failure costs
External failure costs are incurred to medicate defects discovered by customers. These costs occur when products or services that fail to reach design quality standards are not detected unit after transfer to the customer. After the product or service is delivered and then he defects is found then it is an external failure. E.g.; Repairs and servicing, Warranty claims, Complaints (all work and costs associated with handling and servicing customer’s complaints), Returns (handling and investigation of rejected or recalled products, including transport costs) etc.
Prevention Costs
The costs incurred for preventing the poor quality of products and service may be termed as Prevention Cost. These costs are incurred to avoid quality problems. They are planned and incurred before actual operation and are associated with the design, implementation, and maintenance of the quality management system.
E.g. Quality planning cost (creation of plans for quality, reliability, operations, production, & inspection),Quality assurance cost (creation and maintenance of the quality system, Supplier evaluation, New product review, Error proofing, Capability evaluations etc.
Appraisal costs
This means money spent AFTER products are made to check quality is acceptable. These are costs associated with measuring and monitoring activities related to quality.
The need of control in product and services to ensure high quality level in all stages, conformance to quality standards and performance requirements is Appraisal Costs. E.g.: Verification (checking of incoming material, process setup, and products against agreed specifications), Quality audits (confirmation that the quality system is functioning correctly), Supplier rating etc.
The identification and understanding of these costs will help MAX to raise the quality of its products in order to compete more effectively in the market.
(b) Kaizen costing
The Kaizen costing process is small, incremental changes routinely applied for cost reductions throughout the production process during the product’s life. In Japanese language Kaizen means continuous improvement
The kaizen strategy aims to involve workers from multiple functions and levels in the organization in working together to address a problem or improve a particular process.
Some of the activities in the kaizen costing methodology include the elimination of waste in the production, assembly, distribution processes, as well as elimination of work steps in any of these area.
Control VS Reduction
Standard costing is used to control costs while Kaizen costing focuses on cost reduction.
In the standard costing system, employees are seen as cost burden. In the Kaizen system, the employees often work in teams and encouraged to make changes to production in order to make it more efficient. And hence the change in the current costing system would require a change in the corporate culture, Le., from workers are getting command to workers are actively looking for problems.
Kaizen costing can response more easily to a dynamic business environment, standard costing are fix while kaizen costing are continually improving hence due to all these reasons standard costing have much less relevance.
Question 14.
(Case Scenario)
A-One Automobile is manufacturer of Motor Bikes. A-one is based in a country which recently became liberal and global economy. Hence till the time, when businesses in country was controlled by government and the government, in order to maintain price and domestic demand, regulates the market to maintain the uniformity in the prices determined by the entities.
The country is large enough with widespread populations with high density; there is high demand for motor bike as large population of country is in the age group of 18-24 years. A-one automobile enjoys reasonable market share. The new government in country believes in deregulating markets and allows the imports of foreign motor bikes.
Management team at A-One acknowledge that it utmost needs to make changes to its process in order to respond the competition from foreign manufacturers. Further, A-One’s Motor Bikes are now being seen as expensive product in comparison to the foreign competition, because A-One motor bikes are costly. Currently, finance department uses traditional standard costing and budgetary variance analysis on the basis of standards
set semi-annually in order to monitor and control production activities. Management at A-One plans to improve its performance through the use of Kaizen costing.
Required:
(i) RECOMMEND key changes significant to A-One’s traditional costing system to support the adoption of ‘Kaizen Costing Concept’.
(ii) LIST the impact of implementation of the Kaizen costing approach on the employee management at A-One.
Answer:
(i) Key changes to support the adoption of ‘Kaizen Costing Concept’
Kaizen Costing implies that small, incremental changes routinely applied and sustained over a long period, results in significant improvements. It aims to involve workers from multiple functions/levels in the organization to work together to address a problem or improve a particular process. In other words, it is a costing technique to reflect continuous efforts to reduce product costs, improve product quality, and/or improve the production process after manufacturing activities have begun.
Adopting Kaizen costing requires a change in the method of setting standards. Kaizen costing focuses on “cost reduction” rather than “cost control”. It emphasizes on small but continuous improvement. Targets are updated continuously to reflect the improvement that has already been achieved and that are yet to be achieved.
The suggestive changes which are required to adopt Kaizen Costing concepts in A-One are as follows:
- Cost Control to Cost Reduction System: Traditionally Standard Costing system assumes stability in the current manufacturing process and standards are set keeping the normal manufacturing process into account thus the whole effort is on to meet performance cost standard. On the other hand, Kaizen Costing believes in continuous improvements in manufacturing processes and hence, the goal is to achieve cost reduction target. The first change required is the standard setting methodology i.e., from earlier Cost Control System to Cost Reduction System.
- Reduction in the Periodicity of Setting Standards: Under the existing control system followed by the A-One, standards are set semi-annually and based on these standards monthly variance reports are generated for analysis. But under Kaizen Costing system cost reduction targets are set for small periods say for a week or a month. So, the period covered under a standard should be reduced from semi-annually to monthly and the current practice of generating variance reports should be reduced to a month or a week.
- Participation of Executives or Workers in Standard Setting: Under the Kaizen Costing system, participation of workers or executives who are actually involved in the manufacturing process are highly appreciated while setting standards. So, the current system of setting budgets and standards by the finance department should be changed.
(ii) Impact of implementation of the Kaizen costing approach on the employee management-
- Role of Employees – The relation between management and employees, apart from role of employees will change drastically, because under any system of costing, employees are seen as cost centre and real cause of problem, but in kaizen costing employees are seen as solution provider.
- Implementation aspects of Kaizen – It may be possible that at time of implementation of Kaizen due to change in role of employees, they may be not self-motivated to command, control and suggest possible improvement themselves. But this is sure that after reasonable time Kaizen system will increase staff motivation through empowerment.
- Changes in Culture – From government regulated culture to employee self-empowered work-culture, will be dramatic change for A-One. Under Kaizen employee group will be assigned with power to make continuous changes rather than just executing the changes approved from management.
![]()
Question 15.
R & Co. Chartered Accountants offers a wide range of specialized, multi-disciplinary professional services that meet the immediate as well as the long-term business needs of clients. One of partner ‘E’ was upset with office documentation. ‘E’ argued that a document management solution is needed to maximize efficiency within the firm. The senior partner Mr. Ram has recently attended a seminar on lean system and heard the ‘5S’.
He said that old files hide the key files from the eye and forces staff to ask which to use. Accordingly, he desires to implement ‘5S’.
Required
ADVISE on implementation of ‘5S’ in R & Co. [RTP May 2018]
Answer:
Office processes often have huge amounts of paperwork and this not only makes processes slower but also allows errors to be introduced. 5S is a method of both cleaning out the working area and maintaining the cleanliness to improve process quality. The 5S process is based on:
1. Sort (Seiri):
This is sorting and removal of unnecessary files, papers, books and documents in the work area. Sorting is designed to make the work area neat, organized and arranged so that relevant items can be found easily. If an item is not relevant for the work, then it should not be in the work area.
2. Set in Order (Seiton):
Set in order means systematic arrangement of things ue. arrange all necessary items into most efficient and accessible arrangement so that they can be easily be identified for use. It is advisable to have proper indexing of files and proper documentation i e. proper index should be made and pasted on each file about its contents and in that pattern of contents, documents should be kept inside the files so that specific document can easily be traced and withdrawn on time. Even inside cupboard, paper of indexing about files with its name should be pasted so that specific file can easily be traced. Same can be done w.r.t. folders in computer, right file should be saved in right folder with identifiable name so that anyone can easily find any file. Frequent use items should be close by and infrequent use items can be further away in a central area. All storage areas should be clearly labeled to allow items to be put in the correct place, e.g. where did I leave the office stamp again?
3. Shine (Seiso):
After sorting and simplifying, it is necessary to keep the work area clean and safe. Shining is also an inspection process for the area, Le. is everything in good condition. It is desirable to involve employees for 15-20 minutes each day to clean the work area so that they can have the habit of cleanness. In the same way, unimportant files either in desktop or any driver should be permanently deleted.
4. Standardize:
(Seiketsu)
A clean and tidy work area allows the process to be standardized and examined for quality or process improvements. Best practices are documented and rolled out across the work area, standards and process measures are established and displayed in the work area.
For example, red file can be standardized for very important files (can be required anytime), green file for important files and yellow file for unimportant files.
5. Sustain (Shitsuke):
It means to maintain discipline, this can only be achieved by auditing work areas and processes to make sure that the 5S standards are maintained. It is worthwhile to apply 5S standards continuously ie. daily basis and check for any upgradation if needed, so that firm can have good management in terms of documentation, cleanness, time saving of partners as well as clients.
Question 16.
Pavilion limited deals in manufacturing of cycles. Recently apart from manufacturing cycles, P Ltd. enter into the business of assembly of electronic bikes.
Since P Ltd. didn’t expand the factory area, post starting assembly of electronic bikes; hence production floor largely remains over-occupied with all sort of material, jigs, and tools; some of them are frequently useful, some are often and other are less often; even some are quite rare.
Workers usually complaint that all categories of jigs and tools are not available, tools which are available also of those belongs to those product design which are outdated (majority of such product are not further manufactured by P Ltd) accessible. Although floor manager is of opinion instead saying tool are not available, it can be said they are not accessible; because workers pick the tool from too! kit or tool board; but not place it back after use; hence it become difficult to locate such tool later or identify worker; with whom these may available.
On name of maintenance department there are only two staff members, who are responsible for ensuring that every machine or equiprrtent must be in running order and effective. Due to shortage of staff in maintenance department, requests for repairs of plant or machines are not handled within reasonable time frame and same will result in sharp deterioration of utility/effectiveness of such plant or machine. Even in some of circumstances, replacements become/remain only alternative.
P Ltd. has reasonable standardise operating procedure for manufacturing of cycles business, but scenario is worse in case of assembly of electronic bike. Since P Ltd. is recently entered into assembly of electronic bike, hence KPIs are not established for all factors which are part of assembly process including critical success factors.
At P Ltd. the attrition rate at senior management positions is quite high and no formal hierarchy tree is established, which result in drastic shifts in workplace culture (due to frequently changing role & responsibility).
care; which is essential for purpose of eliminating any possibility of workplace accident. But assembly line of electronic vehicle witness an incident recently, where one of vehicle during assembly caught fire because wires set of vehicle come into exposure of sparking from the light point near to such assembly line. Such fire causes burn of some of other material too, which are lying near to such assembly line.
Post such incident, CEO call for meeting with all the top tier executives, majorly including production and operation manager, safety staff, maintenance staff and store manager apart from management accountant. During the meeting while production and operation manager highlights some of problem areas, management accountant quoted 5S as solutions to problems faced by P Ltd.
Required
CEO asked Management Accountant to be ready with report and presentation on 5S, which can highlight the operational aspect of 5S.
You are deputy to management accountant and asked by him to prepare a case, in form of report; in favour of implementing/APPLYING 5S at P Ltd. and EXPLAINING the expected benefit from implementation of 5S. [RTPMay 2020]
Answer:
Report
Addressed to;
Office of CEO,
Pavilion Limited (P Ltd.).
Dated – 07th Jan 2020
Report on operational aspect of 5S and expected advantage
5S represent scientific way of workplace management so that work can be performed effectively, efficiently, and safely. SS was come into practice as part of Toyota Production System in early of mid- 20th century. 5S is usually considered as essential component of lean manufacturing, and foundation of eight pillars of TPM. The 5S refer to five Japanese words- seiri (sort), seiton (set in order), seiso (shine), seiketsu (standardize), and shitsuke (sustain). They define a system for workplace organization and standardization. Sort means to separate needed and unneeded materials and to remove latter. Set in Order means to arrange materials and equipment so that they are easy to find and use. Shine means to conduct a clean-up campaign. Standardize means to formalize procedures and practices to ensure that all steps are performed correctly. Finally, sustain means to form habit of always following first four Ss through training, communication etc.
Note – Later 6th S was also introduced and ie. safety.
SI – Sorting
In order to over-come the problem of ‘idle laying over material’ all across production floor area, sorting of material is need to be done in following categories:
- Not needed at all – to be moved to red tag area.
- Needed but not now – need to be moved to store with yellow tag.
- Needed but not here – to be moved to red tag area.
- Needed but not so much quantity.
For purpose of doing sorting P Ltd. need to be answered following questions:
- What is required?
- How much required?
- When it is required?
- Where it is required?
Sorted material depending upon category can be separated and made ready for movement/shift, in order to segregate the sorted material; visual aid technique can be used by attaching coloured tags to each category of material (called visual sorting). Following two categories of tag can be used:
Red tag – A card containing detailed information of ‘unwanted things’ with a given time limit for further action to be taken.
Yellow tag – A card containing detailed information of ‘needed things’, but not now with a given time limit for further action to be taken – usually kept in store.
Sorting can help P Ltd. to identify:
(a) Obsolete material; parts (jigs/tooling) not required as the design has become obsolete.
(b) Defective material; part can’t be used as it is.
(c) Scrap material.
(d) Material which not in place – kept at wrong place.
(e) Unnecessary/extra/not useful material.
Sorting can also help P Ltd. in reduction of material lying vacant on production floor, by segregating them into different categories and ensure that rarely used material either removed or tagged in red tape area. If material were sorted than ‘loss of material’ which lying vacant near to assembly line during fire incident could be saved.
S2 – Set in order
Systemic arrangement by ensuring ‘place for everything and everything in its place’. Purpose is to save search time and eliminate motion waste, through visual management; with search-free and count free arrangement.
Colour can be best visual aid – RYGB
R – Red – Critical
Y – Yellow – Reorder
G – Green – Design
B – Blue – Excess
Note – Mapping of RYGB to feature is purely illustrative.
In order to implement systematic arrangement, P Ltd. need to consider and answer;
- Analyse Status.
- Decide – Which things will belong where?
- Decide – How they should be put away?
- Get everybody to follow rules through indexing, labelling etc.
Expected benefits of set in order to P Ltd.
(a) Faster retrieval of things results in elimination of search time.
(b) Opportunity to correct the abnormalities faster as visibility improve by system itself.
(c) Space saving by systematic arrangement.
(d) Efficiency of work improves as things are available when they are actually needed.
Thus, S can solve the specifically problem of non-accessibility of tools.
S3 – Shine
Ensure there must be cleanliness ‘in and of’ everything. Obviously, if there less number of items, then there is less to clean.
- Cleaning should be with meaning.
- Cleaning is inspection (from all aspects – front, rear, left right, top and bottom).
Shine will help P Ltd. to keep things in order with regular cleaning and upkeep, so that maintenance become ‘preventive function’ rather corrective and any incident, likewise fire occurrence on assembly-line; must be avoided. This will ensure larger utility out of Machine and Plants which will increase replacement cycle and save investment by lowering down maintenance; and replacement cost.
S4 – Standardization
Establishing the ‘standards’ and make ‘operating procedure’ to create consistency and ensure that all steps are performed correctly. There are;
- Fix responsibilities for implementing & evaluating system.
- Integrate these responsibilities into routine work.
Check how well the system is working and sustaining itself.
In order to ensure TPM all 5S are essential, but standardisation is key, P Ltd is facing large set of problem in assembly of electronic bike business and reason being absence of SOPs. Hence, by establishing the standardised process P Ltd can identify Critical Success Factors (CSFs) and benchmark the Key Performance Indicator (KPIs) against each CSFs.
SB – Sustain
In order to sustain with the established standard, it is required to do;
- Daily monitoring
- Improving ownership by allocating areas
- Using ‘red tag campaign’
- Communicating visually through fixed point photography
- Structured communication
- Continuous training of all employees
- Periodic audits at all level
- Motivating staff through recognition
Since 5S is not a onetime exercise, it is continuous process, hence, it is essential to sustain the practices followed during earlier 5Ss. P Ltd witness the high attrition rate at top management level, hence, it is important that P Ltd must inculcate practice of 5S in the system and work culture and sustain them on continuous basis, irrespective attrition.
Sixth S is ‘safety’ which was added later on, in order to ensure safety while performing all the remaining 5S.
Further details can be tabled on requisition basis.
Closure of Report
Management Accountant
(For Management Accounting Division)
Pavilion Limited
Question 17.
(Case Scenario)
Hammel Pvt Ltd. manufactures toys and games for the children in the age group 6 to 14 years. They have recently shifted to STEM i.e., Science, Technology, Engineering and Mathematics learning approach. The major games under this category are DO IT YOURSELF (DIY) Kits. Each kit is designed with a specific learning objective. This kit comprises of all the elements which are essential to build the specific project. The number of elements in a kit range from 200 to 350 elements. There is an instruction booklet in the kit which guides the user throughout the project. The users can also use the video support which is provided with specific user login.
In last two months, the customer support division has reported a major increase in the consumer complaints. A critical study revealed that the major complaints were under the category “missing elements” in the kits. Further study revealed that most of these complaints were for the products which had some common elements in the kits. On the other hand, the customer feedback and reviews have been very positive on the “quality of the elements” provided with the kits.
Since innovation is the core competency for this game industry, the company has a dedicated Research and Development team which focuses on three areas—
a. Identification of new learning techniques
b. Development of new games
c. Upgradation of existing games
Under the current system, the games are sold online. The final product is delivered from the central warehouse located in Bangalore. The company holds a minimum inventory of the games at the central warehouse.
The manufacturing facility is located in the industrial area which is around 50 kms from the Central Warehouse. The production plan is based on the demand as per the instructions from the Central Warehouse. The Chief Quality Officer is responsible for the quality of the product right from the procurement of the raw material till the final product is delivered to the customer.
The CEO has called a meeting of the heads of all the departments and suggested them to implement of Lean Management and integrated the same with the innovation in the organisation. After a series of brainstorming sessions, they have agreed to implement 5S lean management system.
Required:
ADVISE on implementation of 5S in Hammel Pvt Ltd.
Answer:
The current problem emphasises on “missing elements” in the kits as one of the major reasons of customer complaints. This highlights that there are issues related with workspace organisation. The positive feedback on the “quality of the elements” reflects that the production related process is robust. Considering the above two factors, Hammel Pvt Ltd. is required is to maintain high quality work environment. Therefore, the 5S concept should be used. 5S explains how a workspace should be organized for efficiency and effectiveness by identifying and storing the items used, maintaining the area items, and sustaining the new order. The 5S lean management system comprises of the five S’s Sort, Set in Order, Shine, Standardize, and Sustain.
Question 18.
CRAFT Ind Inc. supplies the following information relating to a vital equipment used in its production activity for April, 2018:
Total time worked during the month 210 hrs.
Total production during the month 2,800 units.
No. of units accepted out of total production 2,520 units.
Standard time for actual production of the month 180 hrs.
Time lost during the month 28 hrs.
Required
(i) STATE an appropriate approach to measure the total productive maintenance performance of an equipment.
(ii) Quantify the total productive maintenance performance of the above- mentioned equipment by using the approach stated in (i) above
(iii) COMMENT on the effectiveness of maintenance of the equipment. [May 2018] (2+6+2 Marks)
Answer:
(i) The most important approach to the measurement of TPM performance is known as Overall Equipment Effectiveness (OEE) measure. The calculation of OEE measure requires the identification of “six big losses”
- Equipment Failure/Breakdown
- Set-up/Adjustments
- Idling and Minor Stoppages
- Reduced Speed
- Reduced Yield and
- Quality Defects and Rework
The first two losses refer to time losses and are used to calculate the availability of equipment. The third and fourth losses are speed losses that determine performance efficiency of equipment. The last two losses are regarded as quality losses.
Performance × Availability × Quality = OEE%
OEE may be applied to any individual assets or to a process. It is unlikely that any manufacturing process can run at 100% OEE.
Availability Ratio = Run Time/Total Planned Production Time × 100%
(ii) The most important approach to the measurement of TPM performance is known as Overall Equipment Effectiveness 210 Hrs.
Availability Ratio per shift = \(\frac{210 \text { Hrs. }}{210 \text { Hrs. }+28 \mathrm{Hrs} .}\) × 100 = 88.24%
Performance Ratio = \(\frac{180 \mathrm{Hrs} .}{210 \mathrm{Hrs} .}\) × 100 = 85.71%
Quality Ratio = \(\frac{2520 \text { Units }}{2800 \text { Units }}\) × 100 = 90.00%
Overall Equipment Effectiveness = 0.8824 × 0.8571 × 0.90 = 0.6807
(iii) Comment
World Class OEE is 85% or greater, CRAFT India Inc’s OEE is somewhere around 68%. It just means that company got some opportunities for improvement. CRAFT India Inc may improve OEE by collecting information related to all downtime and losses on equipment, analyzing such information through graphs and charts, making improvement decisions thereon like autonomous maintenance, preventive maintenance, reduction in set up time etc. and implementing the same.
Note: This question has been solved by considering “Time Available equals to Total Time Worked plus Time Lost”.
Question 19.
PK Pharmaceuticals Ltd. is producing medication products (pills, balms etc.) and can be called high volume based production environment.
There are several different automated production machines located in the plant, through which production of medicines is accomplished and fulfilled the demands. Plant operates in double shift a day each consisting of 8 hours with 30 minutes’ lunch break and tea break of 15 minutes.
Following data pertains to automated machine ‘X-78’.
X-78
14 February 2018, Wednesday
| Breakdown, repair and start up time | 68 minutes |
| Standard cycle time | 2.5 minutes per tablet |
| Quality loss due to scrap, rework and rejection | 50 tablets |
| Total quantity produced | 280 tablets |
Required
COMMENT on OEE. [RTP May 2018/2019] (2+6+2 Marks)
Answer:
Calculation of Loss of Time Per Shift
| Mins. | |
| Lunch Break (planned downtime) | 30 |
| Tea Break (planned downtime) | 15 |
| Breakdown, Repair, and Startup Time (68 mins/2 Shift) (unplanned downtime) | 34 |
| Total Time Loss Per Shift (planned + unplanned downtime) | 79 |
Availability Ratio Per Shift = \(\frac{480 \text { mins. }-79 \min s .}{480 \text { mins. }-45 \min s .}\) × 100 = 92.18%
| Actual Production | = | 140 tablets per shift |
| Standard time | = | 2.5 minutes |
| Standard Time Required | = | 140 units × 2.5 minutes |
| = | 350 minutes | |
| Actual Time Taken | = | 480 mins. – 79 mins. |
| = | 401 minutes |
Performance Ratio = \(\frac{350 \mathrm{mins}}{410 \mathrm{mins}}\) × 100 = 87.28%
Quality Ratio = \(\frac{140 \mathrm{tab} .-25 \mathrm{tab} .}{140 \mathrm{tab} .}\) × 100 = 82.14%
Overall Equipment Effectiveness = 0.9218 × 0.8728 × 0.8214
= 0.6609 = 66.09%
Since OEE of PK Pharmaceuticals Ltd. is lesser than 85% Le. World Class Performance Level, Company is advised to improve its each ratio ie., availability ratio, performance ratio and quality ratio by collecting information related to all downtime and losses on machines, analyzing such information through graphs and charts, making improvement decisions thereon like autonomous maintenance, preventive maintenance, reduction in set up time etc. and implementing the same.
![]()
Question 20.
Goldy Company Ltd. manufactures spare parts. It works in two shifts of 8 hours for 6 days in a week. Lunch break is 45 mins and other miscellaneous breaks add up to 25 minutes. The following details are collected for the last 4 weeks by the TPM team for one of their important equipment
| Hours for Planned Preventive Maintenance | 15 minutes per shift |
| For Breakdown Maintenance | 6 hours |
| Total Set up Changes | 15 hours |
| Total Power Failure | 4 hours |
| Total Standard Cycle Time per piece | 3 minutes |
| No of Parts Produced per shift | 120 |
| Parts Accepted per shift | 115 |
Required
Calculate ‘OEE’ [RTP May 2018/2019] (2+6+2 Marks)
Answer:
Calculation of Shifts
| Days per week (A) | 6 |
| Shifts per week (B) | 2 |
| Total Working Shifts per week (C) = (A × B) | 12 |
| Total Weeks (D) | 4 |
| Total Shifts (E) = (C × D) | 48 |
Calculation of Un-planned downtime
| Breakdown Maintenance (in Mins) | 360 |
| Set up changes (in mins) | 900 |
| Power Failure (in mins) | 240 |
| Total | 1,500 |
| Loss of Minutes per shifts (1,500/48) | 31.25 |
Calculation of Planned Production Time
| Total time (8 hrs. × 60 Mins.) | 480 |
| Less Planned downtime | |
| Lunch Break | 45 |
| Miscellaneous Break | 25 |
| Preventive maintenance | 15 |
| Planned Production Time | 395 |
Availability Ratio per shift = \(\frac{395 \text { mins. }-31.25 \text { mins. }}{395 \text { mins. }}\) × 100 = 92.09%
| Actual Production | 120 Units per shift | |
| Standard time | = | 3 minutes |
| Standard Time Required | = | 120 units × 3 minutes |
| = | 360 minutes | |
| Actual Time Taken | = | 395 mins. – 31.25 mins. |
| = | 363.75 minutes |
Performance Ratio = \(\frac{360 \text { mins. }}{363.75 \text { mins. }}\) × 100 = 98.96%
Quality Ratio = \(\frac{115 \text { parts }}{120 \text { parts }}\) × 100 = 95.83%
Overall Equipment Effectiveness = 0.9209 × 0.9896 × 0.9583
= 0.9733 = 97.33%
Connection Between TQM and TPM
The connection between TQM and TPM are summarized below:
- TQM and TPM make company more competitive by reducing costs, improving customer satisfactions and slashing lead times.
- Involvement of the workers into all phases of TQM and TPM is necessary.
- Both processes need fundamental training and education of participants.
- TPM and TQM take long time to notice sustained tangible benefits.
- Commitment from top managements are necessary for success of the implementation.
Question 21.
Desii Company Ltd. manufactures spare parts and can be called “high volume based” manufacturing environment. The company is using the system of Total Productive Maintenance for maintaining and improving the integrity of manufacturing process. There are several different automated manufacturing machines located in the plant, through which manufacturing of spare parts are done and supplied to cater the demand in the market.
A 12 hour shift is scheduled to produce a spare part in Desii Company Ltd. as shown in the schedule below. The shift has three 15 minute breaks and a 10 minute clean up period.
Production Schedule for Automated machine M1:
Cycle: 10 (seconds), Spare parts Manufactured: 3,360, SCRAP: 75, Unplanned Downtime: 36 minutes
Required
(i) CALCULATE OEE (Overall Equipment Effectiveness) and comment on it.
(ii) The management of company has decided to ensure that things are done right the first time and that the defects and waste are eliminated from operations. Thus, they are planning to implement Total Quality Management (TQM) also. SUMMARIZE the connection between Total Quality Management (TQM) and Total Productive Maintenance (TPM). [Nov. 2019](6+4 Marks)
Answer:
(i) Calculation of Loss of Time Per Shift
| Mins. | |
| Break (3 × 15 Mins.) | 45 |
| Clean up time | 10 |
| Unplanned Downtime | 36 |
| Total Time Loss Per Shift | 91 |
Availability Ratio per shift = \(\frac{720 \text { mins. }-91 \text { mins. }}{720 \text { mins. }-45 \text { mins. }-10 \text { mins. }}\) × 100 = 94.59%
| Actual Production | = | 3,360 parts |
| Standard time | = | 10 seconds |
| Standard Time Required | = | 3,360 parts × 10 seconds/60 |
| = | 560 minutes | |
| Actual Time Taken | = | 720 mins. – 91 mins. |
| = | 629 minutes |
Performance Ratio = \(\frac{560 \text { mins. }}{629 \text { mins. }}\) × 100 = 89.03%
Quality Ratio = \(\frac{3,360 \text { parts }-75 \text { parts. }}{3,360 \text { parts }}\) × 100 = 97.77%
Overall Equipment Effectiveness = 0.9459 × 0.8903 × 0.9777
= 0.8234 = 82.34%
Comment
Since OEE of Desii Company Ltd. is lesser than 8596 Le. World Class Performance Level, Company is advised to improve its each ratio Le. availability ratio, performance ratio and quality ratio by collecting information related to all downtime and losses on machines, analyzing such information through graphs and charts, making improvement decisions thereon like autonomous maintenance, preventive maintenance, reduction in set up time etc. and implementing the same.
(ii) The connection between TQM and TPM are summarized below:
- TQM and TPM make company more competitive by reducing costs, improving customer satisfactions and slashing lead times.
- Involvement of the workers into all phases of TQM and TPM is necessary.
- Both processes need fundamental training and education of participants.
- TPM and TQM take long time to notice sustained tangible benefits.
- Commitment from top managements is necessary for success of the implementation.
Question 22.
Portrait Ltd. manufactures spare parts and can be called “high volume based” manufacturing environment. The company is using the system of TPM for maintaining and improving the integrity of manufacturing process. There are several different automated manufacturing machines located in the plant, through which manufacturing of spare parts are done and supplied to cater the demand in the market.
A 12- hour shift is scheduled to produce a spare part in Portrait Ltd. as shown in the schedule below. The shift has three 15- minute breaks and a 10- minute clean up period.
Production Schedule for Automated machine NZ 10:
| Cycle | 10 seconds |
| Spare parts Manufactured | 3,360 |
| SCRAP | 75 |
| Unplanned Downtime | 36 minutes |
Required
CALCULATE ‘PEE’ (Overall Equipment Effectiveness) and comment on it.
Answer:
Calculation of Planned Production time
| Mins. | |
| Total time (12 hrs. × 60 Mins.) | 720 |
| Less Planned downtime | |
| Break (3 × 15 Mins.) | 45 |
| Clean up time | 10 |
| Planned Production Time | 665 |
Availability ratio per shift = \(\frac{665 \text { mins. }-36 \text { mins. }}{665 \text { mins. }}\) × 100 = 94.59%
Performance Ratio = \(\frac{560 \text { mins. }}{629 \mathrm{mins}}\) × 100 = 89.03%
Quality Ratio = \(\frac{3,360 \text { parts }-75 \text { parts. }}{3,360 \text { parts }}\) × 100 = 3,360 parts
Overall Equipment Effectiveness = 0.9459 × 0.8903 × 0.9777 = 0.8234 = 82.34%
Comment
Since the OEE of Portrait Ltd. is very close to 85% i.e. world class performance level, company should take measures to improve it and strive to attain 85% level. Availability Ratio of machine NZ 10 is 94.59% exceeding the ideal value of > 90% which is good but the Performance and Quality Ratios need attention as they are below their ideal values of > 95% and > 99% respectively.
Question 23. Pacific Coast Company Ltd. manufactures spare parts. It works in two shifts of 9 hours for 6 days in a week. Lunch break is 30 mins and other miscellaneous breaks add up to 15 minutes. The following details are collected for the last 4 weeks by the TPM team for one of their important equipment.
| Hours for Planned Preventive Maintenance | 15 minutes per shift |
| For Breakdown Maintenance | 6 hours |
| Total Set up Changes | 14 hours |
| Total Power Failure | 4 hours |
| Total Standard Cycle Time per piece | 3 minutes |
| No. of Parts Produced per shift | 140 |
| Parts Accepted per shift | 131 |
Required
CALCULATE OEE’.
Answer:
Calculation of Shifts
| Days per week (A) | 6 |
| Shifts per week (B) | 2 |
| Total Working Shifts per week (C) = (A × B) | 12 |
| Total Weeks (D) | 4 |
| Total Shifts (E) = (C × D) | 48 |
Calculation of Un-planned downtime
| Breakdown Maintenance (in Mins) | 360 |
| Set up changes (in mins) | 840 |
| Power Failure (in mins) | 240 |
| Total | 1,440 |
| Loss of Minutes per shifts (1,440/48) | 30 |
Calculation of Planned Production time
| Mins. | |
| Total time (9 hrs. × 60 Mins.) | 540 |
| Less Planned downtime | |
| Lunch Break | 30 |
| Miscellaneous Break | 15 |
| Preventive maintenance | 15 |
| Planned Production Time | 480 |
Avadabdity Ratio per shift = \(\frac{480 \text { mins. }-30 \text { mins. }}{480 \text { mins. }}\) × 100 = 93.75%
| Actual Production | = | 140 Units per shift |
| Standard time | = | 3 minutes |
| Standard Time Required | = | 140 units × 3 minutes |
| = | 420 minutes | |
| Actual Time Taken | = | 480 mins. – 30 mins. |
| = | 450 minutes |
Performance Ratio = \(\frac{420 \mathrm{~min} \mathrm{~s}}{450 \mathrm{mins}}\) × 100 = 93.33%
Quality Ratio = \(\frac{131 \text { parts }}{140 \text { parts }}\) × 100 = 93.57%
Overall Equipment Effectiveness = 0.9375 × 0.9333 × 0.9357
= 0.8187
= 81.87%
Question 24.
GVK Pharmaceuticals Ltd. is producing medication products {pills, balms etc.) and can be called high volume based production environment. There are several different automated production machines located in the plant, through which production of medicines is accomplished and fulfilled the demands. Plant operates in double shift a day each consisting of 8 hours with 25 minutes’ lunch break and tea break of 10 minutes. Following data pertains to automated machine ’X-78’.
X-78
14 February 2020, Friday
| Breakdown, repair and start up time (unplanned) | 90 minutes |
| Standard cycle time | 2.5 minutes per tablet |
| Quality loss due to scrap, rework, and rejection | 40 tablets |
| Total quantity produced | 280 tablets |
Answer:
Calculation of Planned Production time
| Mins. | |
| Total time (9 hrs. × 60 Mins.) | 480 |
| Less Planned downtime | |
| Tea Break | 10 |
| Lunch Break | 25 |
| Planned Production Time | 445 |
Availability Ratio per shift = \(\frac{445 \text { mins. }-45 \text { mins. }}{445 \text { mins.. }}\) = 89.89%
| Actual Production | = | 140 tablets per shift |
| Standard time | = | 2.5 minutes |
| Standard Time Required | = | 140 units × 2.5 minutes |
| = | 350 minutes | |
| Actual Time Taken | = | 445 mins. – 45 mins. |
| = | 400 minutes |
Performance Ratio = \(\frac{350 \text { mins. }}{400 \text { mins. }}\) × 100 = 87.50%
Quality Ratio = \(\frac{140 \mathrm{tab} .-20 \mathrm{tab} .}{140 \mathrm{tab} . .}\) × 100 = 85.71%
Overall Equipment Effectiveness = 0.8989 × 0.8750 × 0.8571
= 0.6741 = 67.41%
Question 25.
(Case Study)
Sohana Refineries Limited is a leading oil refining company operating in India. The company has three plants – one each situated in North, South and West. The company has a refining capacity of 30 million barrels. The company currently enjoys a 40% share of the domestic market. The plants run on all 365 days in a year and operate at 100% of the capacity. The company currently does not have any maintenance schedule in place for its plant and machinery. Any repair requirement of plant and machinery is carried out on ad hoc basis.
The company has implemented Total Quality Management (TQM) to ensure that the company rolls out top quality products. The company did not receive any complaints from its customers regarding poor quality of products or products not meeting the specifications. The entire production team is quite excited with superior quality of products.
However, in the last three months, about 30% of the dispatches to customers were delayed. This comes at a time when the entire plant had to be shut for maintenance activity due to breakdown in the machineries for a week. The company also witnessed 20% rejection of the final products. The customers claimed that the products did not meet the specification agreed by them with the company. The Director of Refineries is worried about the worsening situation of production at plants. Another concern for the director is the increase in number of accidents and loss of productive time due to this.
The chairman of the company convened an urgent meeting of the Board of Directors to understand the impact and reasons of the situation at production plants. A key issue highlighted by plant supervisors is that the scheduled maintenance activity for plants was never carried out. The underlying assumption for not carrying out such maintenance activity was – “Since the plant is running smoothly, there is no requirement of preventive maintenance activity. Such activities cost a lot in terms of money and also cause loss of productive time which could otherwise be used for production”. The maintenance departments and production department functioned in silos with almost no co-ordination amongst themselves. The most critical parts of the plant were not maintained for a long time.
The chairman called you after the meeting and asked you to help him understand the current issue at the plant. “We had Total Quality Management (TQM) in place at all our plants. I understand from the production director that TQM is working as intended. Why are we facing the breakdown problem inspite of having a TQM in place” – said the Chairman?
Required
The Chairman has asked you to quickly prepare a note highlighting the following points –
(i) LIST the likely losses arising due to breakdown of machinery due to non-maintenance.
(ii) EXPLAIN the key features of such programme.
(iii) COMPARE the programme identified above and TQM.
(iv) ADVISE the various types of maintenance practices that the company can implement. (5 Marks each part)
Answer:
Issue
Sohana Refineries Limited has implemented a Total Quality Management and is known for producing top quality products. The company enjoys 40% market share in the domestic market. The plants operate at 100% capacity and on all days of the year. This indicates that the company does not carry out preventive and corrective maintenance. The company has not received any complaints with respect to quality from its customers. This can be attributed a solid TQM in place. However, in the last three months, the company has faced delayed in supplies and customer rejections. The delay in supplies could be attributed to the breakdown in the machineries. The production could have been of an inferior quality if the production managers would have rushed to meet the production deadlines
due to loss of production time owing to breakdown.
The discussions at the board meeting indicate that the company has not prioritized preventive maintenance. Maintenance is being carried out on an ad hoc basis with a proper preventive maintenance schedule. The company is concerned about costs of maintenance and hence no preventive maintenance was carried out. Further, there is no co-ordination between the production team and maintenance team.
Losses Arising Due to Breakdown
The following are the losses which can be associated with the breakdown of machinery at Sohana Refineries Limited –
- Equipment failure leading to unexpected loss of time – The production at plants was interrupted and the supplies to customers were delay in case of Sohana Refinery Limited.
- Idle waits and stoppages due to ad hoc maintenance requirements. Since the interruption is unplanned, the productive labour time is wasted.
- Production of inferior quality products causes financial losses. The company would also incur additional costs to remake the product without any additional revenues.
- The company would also incur losses in terms of additional set up costs. Every time a machine breaks down, a significant amount of time would be wasted in setting up the production processes again.
Total Productive Maintenance (TPM)
Based on the facts of the case, it is very clear that the company has not prioritized maintenance. The company can use TPM philosophy to address the issue.
TPM is a maintenance philosophy aimed at eliminating production losses due to faulty equipment. The objective of TPM is to keep equipment (plant, machinery etc.) in such a position to produce expected quality products at the maximum capacity with no unscheduled stops. This also includes attaining:
- Zero breakdowns.
- Zero downtimes. ’
- Zero failures attributed to poor condition of equipment.
- No loss of efficiency or production capacity due to the equipment.
The concept was initially applied to equipment ie., plant and machinery. Of f late, the concept has also been extended to processes and employees. TPM focusses in keeping equipment and employees in top working condition to avoid any breakdowns and delays in manufacturing process.
Traditionally, maintenance work has been considered as a responsibility of the Maintenance Team which is different from the production team. Total Productive Maintenance seeks to involve workers in all departments and levels in ensuring the effective operations of the plant. When both the teams work in alignment, learnings can be shared with each other. The production team also takes ownership of maintenance requirement. A sole focus on higher production without taking care of maintenance requirement can hamper the long-term production requirements, as could be seen in the case of Sohana Refinery Limited.
Features
Traditional maintenance is centred in the maintenance department. However, TPM seeks to involve workers at all departments and levels. There is a great amount of co-ordination between the production and maintenance team in TPM.
- Autonomous maintenance focusses on training operators to be able to take care of minor maintenance tasks. This relieves specialised maintenance staff to focus on critical issues.
- TPM focusses on achieving and sustaining zero loses with respect to minor stops, measurement and adjustments, defects, and unavoidable downtimes.
- Planned Maintenance is aimed to have trouble free machines and equipment producing defect free products for total customer satisfaction. The approach here is proactive maintenance instead of reactive maintenance. Sohana Refinery limited had a reactive approach to maintenance where maintenance was carried out on an ad hoc basis.
- TPM emphasises on training of workers across all levels and departments. The ultimate objective is to have a factory full of skilled workers.
The issues faced by Sohana Refinery Limited due to unplanned shutdowns can be addressed using a Total Productive Maintenance philosophy.
The following are the Eight Pillars or Principles of TPM—
- Autonomous Maintenance
- Focused Improvement
- Planned Maintenance
- Early Equipment Management
- Quality Maintenance
- Education and Training
- Office TPM
- Safety, Health and Environment
TQM and TPM
Total Quality Management (TQM) and Total Productive Maintenance are often used interchangeably. However, TQM and TPM are considered as two different approaches. TQM attempts to increase the quality of goods, services and concomitant customer satisfaction by raising awareness of quality concerns across the organisation. In other words, TQM focuses on the quality of the product, while TPM focuses on the equipment used to produce the products. By preventing equipment break-down, improving the quality of the equipment and by standardising the equipment, the quality of the products increases. TQM and TPM can both result in an increase of quality. However, the approach of each is different. TPM can be seen as a way to help achieving the goal of TQM.
Sohana Refinery Limited has implemented TQM and is delivering high quality products to its customers. TQM focusses on the end product being supplied to the customer. In the process of producing high quality and volumes of products, the maintenance aspect of plant and machinery was ignored by all. This led to breakdowns and unplanned shutdown of the plant and machineries. The TPM philosophy would focus on the equipment which support production of high quality products under TQM.
Types of Maintenance under TPM
The following are the types of Maintenance Programmes which Sohana Refineries Limited can implement:
1. Breakdown Maintenance:
No maintenance is carried out unless the equipment actually fails. This is the approach taken by Sohana Refineries Limited currently. This type of maintenance is used when the equipment failure does not impact the operations and production significantly and the only cost incurred is the cost of repair. This is not advisable in case of Sohana Refineries as breakdown of machineries have led to significant delays in deliveries and poor quality of production.
2. Preventive Maintenance:
It is a daily maintenance (cleaning, inspection, oiling and re-tightening), designed to retain the healthy condition of equipment and prevent failure through the prevention of deterioration, periodic inspection or equipment condition diagnosis, to measure deterioration. This can be compared with a routine and periodic maintenance activity of a vehicle.
3. Corrective Maintenance:
Corrective maintenance focusses on making machines easier to clean and maintain. There could be reconfiguration of certain parts of the machines (say, a lubricating pipe) to ensure that the maintenance staff can carry out maintenance effectively and easily.
4. Maintenance Prevention:
Through the analysis of maintenance data, the maintenance technicians can work with the designers of our machines to create machines that are more reliable. Maintenance and repairs that are required can be made as simple and as easy as possible to reduce time, save money and improve safety.
5. Autonomous Maintenance:
In case of autonomous maintenance, minor and day to day repairs are carried out by the operators of plant themselves instead of waiting for technicians. Activities like lubricating, bolt tightening etc. are done along with minor repairs by the floor workers or operators. Maintenance team is called only when sophisticated and highly technical maintenance work is required. You may change the tires of your car on your own but to repair a puncture or wheel alignment, you visit a technician.
Conclusion
Sohana Refinery Limited should implement a TPM which would complement and support the TQM philosophy. This would also address the issue of the production team and maintenance team not working in co-ordination. Down time for maintenance should not be considered as a cost or unproductive activity. This should be an integral part of the overall manufacturing plan. This would ensure that emergency and unplanned downtime are kept to a minimum.
![]()
Question 26.
Singapore Air Ltd. (SPAL) manufactures electronic components for washing machines in an assembly line. Recent market survey reports indicate erosion of its clientele. Feedback taken from customers suggest that the company’s products were not of good quality. SPAL is concerned because its competitors have been able to achieve zero defect performance in terms of nil sale returns on account of quality and nil subsequent warranty cost. Therefore, the competitors enjoy huge customer loyalty.
To satisfy its customers, the company SPAL wants to improve its product quality. Consequently, it has decided to undertake Six Sigma study of its operations.
Below is the additional information given about SPAL’s operations:
Yearly sales of electronic components are 25,000 units at ₹ 20,000 each. Of these, 1% sales are returned due to quality issues. These are scrapped and a replacement is made by the company. In addition, each product is under warranty for one year after sale. If a claim is accepted under warranty, service and replacement of parts is done free of cost. Current yearly warranty claims (these are separate from sales returns), which is also representative of the average yearly warranty claims, amount to ₹ 30,00,000 per annum.
Quality control check and inspection is carried out directly at the assembly line. There is no quality check done at any other point in the entire work flow. Total time spent on inspection is 2,000 hours in a year which costs the company ₹ 10,00,000 per annum. Inspection leads to 10% rejection i.e. 2,525 units. These units require only one cycle of rework, after which they are ready for sale. Rate of rework in the units rejected on inspection at the assembly line is 5 units in 1 hour. Cost of rework is ₹ 6,250 per hour.
The variable cost of electronic component is ₹ 12,500.
The Six Sigma team as part of its study found that rework on products was mainly due to the following reasons:
(1) Assembly line workers, including new hires, learnt on the job as to how to assemble the input material to produce the final electronic component. This lead to many errors due to lack of proper standardized training. Therefore, on account of these errors, the entire electronic component has to assembled again.
(2) Sub-standard quality of raw material is detected on inspection only at the assembly line. By this time, the defective material is already fitted into the final electronic component. Therefore, entire component has to be reworked upon to replace the defective raw material input.
(3) Machines are outdated and are not entirely suitable for the current’ production methodology.
Proposed solutions to tackle these issues are as follows:
(1) Provide training to assembly line workers to train them on the production methodology. This training is expected to standardize work flow, thereby reducing errors. Such training programs will be held regularly to update the workers on new methodologies. These programs can also serve as employee feedback sessions about the actual working conditions at the assembly line. This two-way communication can improve and streamline the production process. Brainstorming can help detect or give heads up about potential problems in the production process. Total training hours in a year are expected to be 5,000 hours, costing ₹ 1,000 each hour.
(2) Currently poor quality of raw material input is detected only on inspection at the assembly line. This results in wastage of resources in terms of material, time and capacity. In addition to the existing inspection at the assembly line, a new functional area for quality planning and improvement is proposed to be set up. At the time of procurement, the department will determine the appropriate quality of raw material input, ensure that suppliers supply material as per these requirements as well as suggest alternatives that can help im-prove product quality. By ensuring quality of raw materials at the beginning of the production process, wastage of resources is reduced, if not can be eliminated. Cost of setting up such a facility will be ₹ 1,50,00,000. In addition to this facility, inspection will continue at the assembly line. This ensures complete quality check during the entire production cycle. At the same time, due to the introduction of this new functionality for quality control, the pressure on resources for inspection at the assembly line would reduce.
(3) Current machines should be replaced entirely with new machines. Old machines can be sold for negligible amount as scrap. New machines would cost ₹ 3,60,00,000 having a life of three years.
Implementation of the above three solutions can have the following impact:
- Rework of products can be entirely eliminated.
- Sale returns will reduce from 1% to 0% due to better quality of products.
- Yearly warranty claims will reduce from ₹ 30,00,000 to nil per annum.
- With the introduction of the new facility, time required for inspection at the assembly line would reduce from 2,000 hours to 1,200 hours. Cost of inspection to do quality check at the assembly line would reduce from ₹ 10,00,000 per annum to ₹ 600,000 per annum.
- Due to better quality, SPAL can build better reputation with the customers which can further yield additional sales of 5,000 units per year.
Required
You are the management accountant at SPAL. As part of the Six Sigma project implementation team, you are requested to EVALUATE proposals suggested by the Six Sigma team. The team has used the DMAIC technique to assess quality improvements.
Answer:
DMAIC technique analyses operational problems by assessing them in the following phases
(1) Define;
(2) Measure;
(3) Analyze
(4) Improve and
(5) Control.
1. Define the problem, project goals and customer requirements: Poor quality leading to erosion of clientele.
Customers feedback indicates that product quality requires improvement. Dissatisfaction is reflected in the form of sale returns and warranty claims. Competitors have no sale returns on account of poor quality as well as no warranty claims on its products. Hence, in an environment where 100% quality can be achieved, SPAL is facing quality issues. This is the problem to be addressed. Failure to do so would result in loss of clientele, leading to a possibility of going out of business. The goal of the project is to identify what is the sigma level at which the company is operating and to suggest improvements to the production process it achieve 6o level of operations.
2. Measure current performance: Indicators of poor quality to find out what is the sigma level of the current operations?
Current performance focusing on quality can be determined based on the cost incurred in the following phases:
(a) Sale returns: Sale returns are 1% of total sales. Gross sales are 25,000 units per annum at selling price of ₹ 20,000 each, therefore having a value of ₹ 50,00,00,000. Sales returns @1% amount to ₹ 50,00,000 that represent the return of 250 units per annum. The cost of poor quality on account of these sale returns is the variable cost of the product ₹ 12,500 per unit. This is an avoidable cost amounting to ₹ 31,25,000 per annum that is 0.63% of sales (₹ 31,25,000/₹ 50,00,00,000).
(b) Warranty claims: Warranty is an undertaking given by the company to repair the electronic component free of cost if defect occurs within a specific period of time. Hence, when the customer files a claim that is accepted by the company, it means that there has jg been an issue with the quality of the product. This is liability/ cost that should ideally be kept minimum, if not nil like SPAL’s § competitors.
Warranty for the product is for one year from the date of sale. Warranty claims this year is ₹ 30,00,000, which is given to be representative of the average yearly warranty cost. Therefore, currently this cost amount to 0.60% of sales (₹ 30,00,000/₹ 50,00,00,000).
Summarizing sale returns and warranty claims alone represent 1.23% of current sales. Considering the current percentage of deficiency, the
company is operating between 3σ and 4σ level. The rest of the industry is able to achieve 6σ level of operations. At zero defective production, there are no sale returns on account of quality and no warranty claim costs. Therefore, is tremendous scope for improvement in SPAL’s operations.
3. Analyze: What is the cause of poor quality? What is the cost of resources focused on quality?
Six sigma team studied the production process in detail. Replicating the issues detailed in the given problem:
(a) Problem 1: Assembly line workers, including new hires, learnt on the job as to how to assemble the input material to produce the final electronic component. This lead to many errors due to lack of proper standardized training. Therefore, on account of these errors, the entire electronic component has to assembled again.
(b) Problem 2: Sub-standard quality of raw material is detected on inspection only at the assembly line. Inspection leads to 10% rejection of units. By this time, the defective material is already fitted into the final electronic component. Therefore, to entire component has to be reworked upon to replace the defective raw material input.
(c) Problem 3: Machines are outdated and are not entirely suitable for the current production methodology.
The above factors result in rework on products, an internal failure cost, that lead to wastage of material, resources and capacity.
Two costs incurred to focus on quality are cost of inspection and cost of rework, 2,525 units are reworked upon. Time required to rework 2,525 units per year = 2,525 units/5 units per hour = 505 hours per year. Cost of rework is given to be ₹ 6,250 per hour. Therefore, total cost of rework per year = ₹ 31,56,250.
Inspection cost for 2,000 hours at the assembly line is given to be ₹ 10,00,000 per annum.
Therefore, total cost of resources currently incurred for quality = ₹ 41,56,250 per annum.
4. Improve: Reduce errors and improve quality of the product
While cost of resources currently incurred for quality is only 0.83% of sales (₹ 41,56,250/₹ 50,00,00,000), a detailed analysis brings forth many qualitative aspects that SPAL needs to be address. If its competitors are able to achieve excellence in quality, so must SPAL, in order to remain in business. Therefore, following are the proposals that can provide solutions to the problems referred to above:
(a) Solution to Problem 1: Periodic training sessions to educate new hires and update workers in the assembly line on the latest techniques in production. Standardized and informed working will lead to lower errors and thereby improving product quality. Cost per year = 5,000 hours yearly training X ₹ 1,000 per hour = ₹ 50,00,000.
(b) Solution to Problem 2: Delay in detection of poor quality input can be resolved by streamlining the work flow. New function for quality planning and improvement, at the beginning of the process helps in early detection, without wastage of resources. Cost per year for introducing this functionality = ₹ 1,50,00,000.
(c) Solution to Problem 3: Replace old machines with newer ones. Machine upgrade will align the resource with the production requirements. This reduce chances of errors in the production process.
Cost of procurement: ₹ 3,60,00,000 has a life of 3 years. Therefore, annual depreciation is ₹ 1,20,00,000.
(d) Consequences of implementing these proposals, as given in the problem, can result in the following improvements:
(i) Rework of products can be entirely eliminated.
(ii) Sale returns will reduce from 1% to 0% due to better quality of products.
(iii) Yearly Warranty claims will reduce from ₹ 30,00,000 to nil per annum.
(iv) With the introduction of the new facility, time required for inspection at the assembly line would reduce from 2,000 hours to 1,200 hours. Cost of inspection at the assembly line would reduce from ₹ 10,00,000 per annum to ₹ 6,00,000 per annum.
(v) Due to better quality, SPAL can build better reputation with the customers which can further yield additional sales of 5,000 units per year.
When the company is capable to achieve points (i), (ii) and (iii) mile-stones, it would have achieved 6a operational level. The cost of quality report summarizes the above discussion: –
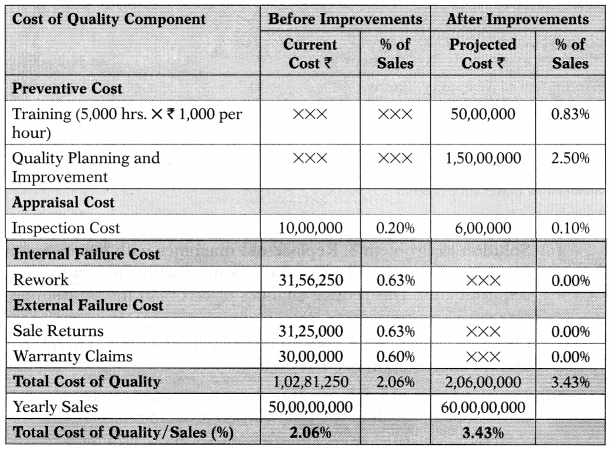
(a) Cost of quality is 2.06% of sales of which 1.23% alone is external failure cost. This has an impact on the customer experience and can erode | customer base. By implementing the six sigma team’s proposal, this external failure cost on account of sale returns and warranty costs, can completely eliminated. Internal failure cost can also be eliminat- i ed. The increase in cost of quality proposed to be made would be a preventive cost to avoid failure of quality. The company should focus on preventing the error such that it ensures that product is of good quality when it reaches the customer at the very first instance. This enhances the customer experience and therefore eliminating the scope for external failures like sales returns and warranty claims. Better quality can yield further sales of 5,000 units per year. Therefore, an increase in spending on quality measures is justified since it not only yields significant improvements to quality but also brings in more sales orders.
Improvement to the financial position of the firm is summarized below:
| Particulars | Amount ₹ |
| Improved Contribution Margin (Ref. note 1) | 3,75,00,000 |
| Elimination of Goods Replacement | 31,25,000 |
| Elimination of Warranty Claims | 30,00,000 |
| Elimination of Rework | 31,56,250 |
| Savings in Inspection Cost | 4,00,000 |
| Total Benefit … (A) | 4,71,81,250 |
| Additional Costs Incurred | |
| Training | 50,00,000 |
| Quality Planning and Improvement | 1,50,00,000 |
| Increase in Fixed Cost (Yearly Depreciation of Upgraded Machines) | 1,20,00,000 |
| Total Additional Cost ……(B) | 3,20,00,000 |
| Net Benefit … (A) – (B) | 1,51,81,250 |
Note 1: Incremental Contribution:
Sales have increased by 5,000 units. Selling Price is ₹ 20,000 per unit while variable cost is ₹ 12,500 per unit. Contribution is ₹ 7,500 per unit.
Conclusion: Six Sigma team’s proposals are focused on preventing the error from occurring. Consequently, quality improves, sale improves and thereby can yield a net benefit of ₹ 1,51,81,250 per year to the company
5. Control: Maintain quality at 6o level and keep the production facilities updated.
(i) Training sessions with workers can serve as two way communication platform to detect other problems that can be resolved in more timely manner. Inputs received can also be used to improve the production work flow as well.
(ii) New function of quality planning and improvement can help the company be better informed about the latest production methodologies.
(iii) Updated machines are better equipped to handled changes in the production process since they are built with the latest technology. SPAL should do a continuous assessment of the state of its machines and upgrade them when necessary.
Question 27.
(Case study)(Six Sigma)
Aircase Ltd. is leading manufacturer of leather luggage bags (up to 62”) for the style -conscious people around the globe. It is made up of two independent divisions in New Delhi. The division ‘Mx’ performs all manufacturing and packaging operations. All sales are made through the division ‘Rx’ which has 11 retail stores in New Delhi, as well as through Aircase Ltd.’s own well – developed website. Aircase Ltd has also retail operations in Dubai, Kuala Lumpur, Bangkok as well as in Singapore. These overseas businesses operate as independent subsidiaries within the Division ‘Rx’.
Aircase Ltd. revolutionized the industry by offering cheap but stylish luggage bags. Aircase Ltd. is able to keep its prices low by offering a very basic level of service. Luggage Bags are sold in boxes for customers to assemble themselves and all deliveries are made through third party distributor ‘Qosta Cruise’.
Dr. Philips (Managing Partner) is bothered about increasing sales returns and massive complaints about product purchased from Aircase Ltd. on social media. With this concern, Dr. Philips has appointed you as performance management expert to help the firm to execute six sigma technique to reduce number of sales returns and to evaluate firm’s existing performance.
Dr. Philips has heard that Six Sigma analysis involves large quantities of data. Dr. Philips stated-“I’m not confident on our current IT systems. I doubt whether system would be able to identify the required data related to cutting, preparation, closing, lasting etc. These manufacturing sub-divisions may be the root causes of the problem. Further, quarterly compiled sales return data has not enough detail. We may need to do more analysis on customer satisfaction and manufacturing quality.”
You have been given access to feedback given by customers for returning goods to measure existing performance in this area (refer below):
Difficult to assemble or pieces missing (47%) – Bags were not as demanded (24%) – Poor Quality (19%) -Arrived damaged (9%) – Arrived late (1%)
Required
ADVISE Managing Partner on Six Sigma implementation to reduce number of sales return using DMAIC method.
Answer:
DMAIC is a methodology of Six Sigma used to improve existing business process. It is advisable to Managing Partner to execute following phases of DMAIC:
1. Define the process:
This phase emphases exactly what customer’s requirements are? In this case focus is precisely on why bags are returned. The objective of the process needs to be clear as in this case to reduce the number of customer returns. Customers expect certain minimum requirements from the manufacturing and packaging process, for example, that the bags are properly packed in boxes. They also expect the goods be delivered undamaged within a reasonable time and delivered at the time and date when committed. Further, customer’s perceptions of quality should coincide with the price paid, though different customers may have different expectations.
2. Measure the existing process:
This phase measure the process to determine existing performance. In this case, the sales returns figures do not show complete picture as to why customers return bags, which of the class belong to ‘poor packing’, which one belong to ‘defective item’, which one belong to ‘activities of other sub-divisions’ etc. The ambiguity of the data and classification of definitions will need to be addressed as to enable the process to be measured effectively.
3. Analyse:
This phase detects the root cause of the problems. Possible root cause of sales return are as follows:
- Difficult to assemble or pieces missing (4796) – Returns could be because the bags were not manufactured or packed properly in the ‘Mx’ division, but could also be due to poor design, customers losing pieces or simply being unable to assemble bag.
- Bags were not as demanded and of poor quality (4396) – Returns could be due to defective manufacture or if the customer had merely changed their minds and no longer required the bag. In ‘bags were not as demanded’, the identification of ‘defective items’ are too vast.
- Arrived damaged (996) – It may be that customers wrongly classified defective bags as damaged. Though bags may become damaged by the ‘Qosta Cruise’, only a small number of returns relate directly to them.
- Arrived late (196) – Reasons of arrived late could be either ‘Costa Cruise’ could not make delivery on time or ‘Mx’ division could not complete order on time and this causes only 196 of returns, is relatively insignificant.
Further, information could be analysed, like country wise sales returns, product wise sale, or with more clear definition of ‘defective items’ from customer’s perspective. By doing so, firm may easily get information related to areas of the business where sales returns are high and hence be able to focus on.
4. Improve In this phase, recommendations are made to minimize or eliminate the root cause of the problem and then those recommendations are implemented to improve the process in a systematic manner. Aircase Ltd. is required to consider aspects of production or packaging which could be improved, for example, timely repair and maintenance of equipment or training to existing staff etc. Further, availability of resources and likely costs of making the improvements need to be carefully considered.
Question 28.
(Case Study)
Chipotle Foodies (CF) was a small restaurant in and around the busy city of Newtown. The city was located in the banks of river Terresa and was known for its tourism value. The visitors often passed days visiting the prominent natural attractions and the scenic beauty brought them back again. They also treasured the culture of the town and adolescence of the local surroundings. It was simple down to earth. It was untouched by man-made interventions like infrastructures and celestial buildings. The people down there had the culture of visiting bars and restauranis at the evening time to undo the monotony of the day. They liked sitting with their friends, close relatives and chit chatting their busy schedules and what special they did throughout the day, how things went fuzzy, which ought to have been straightforward. The not so civilized ‘life’ went calm until the development of a highway that connected Newton city to the “infrastructural sound” city called Angel. In no time, the Newtown found itself crowded and overburdened to accommodate the daily passengers from highway and near surroundings. This made the State government consider the development of infrastructure in the Newton and additional hotels to welcome the growing tourism business. This led to a drastic changeover in the restaurant business of Chipotle Foodies.
It started getting busier and was brimming with food lovers all over the day. CF being a family owned and self-funded business took this ambience as a door of opportunities to recover the previous losses it had to book long back at its outset. It was thinking to expand its business and open new restaurants in the town, but the funding was yet a trouble since its credibility was questionable to lenders. CF could borrow just enough funds from its familiars to hire additional staffs to serve the growing crowd. Albeit the new staffs were recruited, they lacked proper skill and knowledge of the service industry that CF was into. Most of the staffs were the local people of the city who knew no fancies of alluring the customers with their smiles and warm heartedness. They had to work overtime for low pays since CF was in debt, paying the peaking expenses of production and processing of food items. Given the rising bills and heightening cost , of raw materials, it had to escalate the prices of the items served in the menu card. Notwithstanding the rise, the CF chain was easy on their guests’ pockets compared to other posh dine place out in the city and so the customers resisted subtly and then continued to walk in as before.
The operating efficiency of the restaurant began to decline with the increasing numbers, also somewhat perceived by the incoming customers. The owner heard his customers’ conversation:
Customer Mike: Hey there how are you doing? Well! I wonder why we i have to wait so long when many tables are lying empty. Doesn’t the restaurant feel like harassing their customers without any cause? My mood gets ruined for the wait and plan to seek other nearby places to dine. What about you?
Customer Davin: Yes, you are right. I also feel like claustrophobic having to dine among the proliferating crowd. Hey, guess what, I heard the owner is short on finances and he could hardly do anything to get himself out of this hell, at least not in the near future.
Customer John: The waiting time is ridiculously long. I mean I had to wait 20 minutes on a peak Friday, which I do not mind but here I believe they hardly care to manage this.
The lines got bigger on the Fridays and weekends since the cleaning boy and his partner used old cleaning techniques and were reasonably slow. Several people went ahead and decided to leave rather than wait any further.
The hospitality business demanded unwavering flawless customer service which started to shake. Because of dearth in finances, enough staff could not be placed at required locations which turned things chaotic.
The kitchen environment was not sound either. They used outdated equipment to prepare the food stuff and the manual cleaning of dishes was a big trouble altogether. With the increasing demand for service, no adjustment was made to the number of kitchen equipment. The short number of kitchen staff tried their best to manage things in order, but they could not help to deliver with required speed since they had to clean the equipment manually before every use. The ingredients of the items were not well arranged adding to stress and the wait time of service. Some items like onion garlic paste, boiling of vegetables, chilies, sauces and pickles ought to have been prepared before the restaurant opened for guests. No such arrangement was in place. Some raw materials were in short supply while some were more than the demand, which perished. There were three chefs in the kitchen each specialized in a given cuisine. However, they were not groomed to switch efforts in times of necessity, they but were asked to do this anyways and the results were atrocious.
Sometimes the guests found their tomato soup containing odd ingredients like mushrooms or potatoes and sometimes the guests so claimed 100% vegetarian dish was found to comprise fish or chicken remnants. This situation called for significant quality issues on the processing of food in the most unexpected manner one could think of.
Moreover, the lax kitchen staff had the customer request on their table, which they did not accede in the order received. Some orders were served early while some customers kept seating for long time, waiting for their food to show up on the plates.
The billing machine was not modern and cashier had to manually enter price and other specifications of each item ordered and served.
Most of the times, the only supervisor was found snuggling in his chair. He did not care to advice the waiters and other assistant staffs to improve. As a result, staffs persistently made same mistakes and guests were forced to report the complaints to the restaurant manager, who was also the owner. No leadership role was identified among the staffs.
Some staff took leave on weekends and returned on Tuesdays. They lacked motivation to stay during the peak weekends. When any staff was missing from his respective role, the manager replaced the position since he wanted to save on currency.
The hygiene of the place was also questionable. The floors were watery and smelt nasty, the tables seemed to have contained foods, oils and spilled over sauces. The guests carrying their kids were nervous about their small ones slipping over the floor. On a total, it raised concerns about cooking and cleaning habits of the staffs working there, thereby escalating the health risk of the guests.
The business saw its doom and the customers began looking for dining options in the surrounding area.
Consider yourself as the family advisor of Mr. Bean, the owner and successor of his father’s business. He is aware that you have a cost management degree and are working in one of the multinational firm’s accounting department. Luckily, he has had the chance to hear about your achievements of successfully implementing strategies to assist the firm in rejuvenating its struggling business and now he wants you to work
on turning things around for his restaurant business. He had tears in his eyes while narrating the entire story.
Required:
(i) DISCUSS which managerial technique could be used to “turn things around” as Mr. Bean wants?
(ii) How could this be done? RECOMMEND improvement techniques in each area of disparity.
Answer:
The current situation of Chipotle Foodies, a small family-owned restaurant, resembles lot like that of dissociation of staff efforts, unplanned activities and need for reengineering of business activities. The processes there contain lot of known defects that are being continuously overlooked. There are several quality issues as well, not just in some phases of the service but holistically in series of activities. So, when defect is the prime issue to focus upon, we look for total quality management to render the product/ service defect free to ensure the long run success of the business, but here we need to take a step further discussing the roots of the issue rather than just simply working on the symptoms. For example, long wait time of guests is considered as symptom, while the root cause is disorganized staff team and non-strategic output towards a destined focus, ie., customers. Frankly, we are talking about Six Sigma strategy to get the changeover done.
While people often relate six sigma methods to manufacturing firms and the industry itself, service industry could very well adapt it pragmatically. The forerunners of the technology were Motorola and General Electric who gave a scientific solution to the all-pervasive quality issue evidenced in the day today businesses. Quality issue in physical product means compromise in the shape, size, color, design, taste, or any other form that reduces its true expected utility. Quality issue in service on the other hand means variation in the customer’s standard experience set as per industry norms. Defect therefore means a quality issue that leads to the failure of any product or process. Six Sigma entices one not just to deliver defect free product/ services but also to reduce waste by eliminating errors. The steps involved to improve existing business processes are define phase, measure phase, analyze phase, improve phase, control phase. Now let us see how we can implement each phase to improve the CF’s business situation.
Define Phase
This is the foundation of other phases of the methodology on which they rest. Under this phase, we identify the processes that need improvement, the goals and scope of improvement. In CF’s case, the goals of improving the service process are below:
(a) Exuberating the customers’ overall dining experience including re-duction of total wait time.
(b) Achieving enhanced staff communication and coordination ensuring unclogged flow of information.
(c) Ensuring the rendering of ordered food items as per description in the menu card.
(d) Kitchen chefs to prepare and process food items as per their skill set.
(e) Reduction of the overall processing time of food items once orders are received.
(f) Resolving hygiene concerns.
Measure Phase
Under this phase, we are primarily concerned with gauging the problem, meaning seeking a quantitative tool to define the problem so that it can be used to measure the current performance.
Moreover, we also need to employ effective data collection techniques to obtain data about the current performance. The success of this phase 2; depends on the validity of the data collected.
We must keep in mind that only when the current performance is quantifiable, we could compare it against the standards to identify the variation. These are the traditional steps to bring about an improvement in any process.
We catalogue numerous basis to measure each issue to be improved as indicated in the goals above.
(a) Number of customers leaving the restaurant for having to wait too long.
(b) Number of unhappy customers not returning back,
(c) Number of complaints reported against staff misbehaviour.
(d) Average wait time per customer.
(e) Average food processing time per simple item and per complex item.
(f) Number of accidents due to nasty floors.
(g) Number of complaints against food quality and order mismatch to description in the menu card.
Analyze Phase
This phase involves establishing the root cause of the symptoms palpable in the deficient service process.
In CF, it would be vital to itemize the entire restaurant service processes in the order of their occurrence. This can help firm to look at things in a serial manner rather than taking plethora of activities all at once.
a. Customers enter the restaurant.
b. Receptionist greets and asks them to wait in the waiting area until their names are called upon.
c. Cleaning team clean the tables once the guests are done eating.
d. Receptionist calls the guests in the order of their arrival.
e. They enter the dining area, seat on the indicated table, place order of the food items of their choice from the menu card.
f. The waiters take the order to the chefs in the kitchen for preparing the ordered stuff.
g. Kitchen chefs prepare and process the food ordered, served on plate, to be taken up by waiters.
h. Waiters serve the food to the guests and check with them for coming requests.
i. Waiters keep visiting kitchen and serving stations to get the requested stuff on the table.
j. Finally, guests finish their dine; request the staffs to furnish the bill of the service.
k. The cashier prepares the bill, taken to the guests for payment.
L Guests pay the bill and leave the restaurant.
m. Cleaning team again starts the cleaning process to make room for other guests in the waiting area.
In this way, the whole process gets broken down into small sub-processes. This is the true effort involved in analyze phase. Once all the activities carried out are identified we need to bifurcate them into value added and non-value-added activities, basically we need to pull the bottlenecks out of the entire process to bring efficiency.
Improve Phase
This phase is all about recommending alternatives and implementing them to resolve the established issues. For example, if the issue at hand is about two cars falling short for picking up the employees to render an effective pick drop facility, the alternative is to employ more buses or cars to do the same. Where the firm is unable to do so, it can resort to third party services who deliver this form of service. It will end up in choosing the alternative that is financially more feasible.
In our case, we can clearly perceive humungous scope of improvement. First of all, we must keep in mind that the effective wait time of customers in the service business is a critical factor for success. The long wait time of customers in the waiting area can be directly ascribed to age old cleaning techniques of the staff. The idea here is to introduce innovative techniques of cleaning the tables such that it takes hardly any time to get the table ready for oncoming guests.
Next it is also evident that staffs of CF are not well groomed and lack appealing strategies to enhance the dining experience of their guests. Organizing frequent training sessions to boost their marketing skills like placid smile and greeting the guests with warm-heartedness; keeping up a continuous check of their requests and fulfilling them on timely basis; making them aware of any special coupon or discount that the restaurant puts up; can all bring a drastic change in the customer’s apprehension of staff to meet the growing need of the city such that manager can dedicate himself to the top priority matters rather than playing multiple roles. An efficient reward system should be put in place to ensure each staff’s effort in the process is recognized and rewarded for. This will motivate them and push their determination to work productively rather than missing on peak weekends and returning on Tuesdays. If they work with efficacy during their normal hours, the need of overtime would also reduce.
Finance requirements can be fulfilled by building up good creditability among customers such that an effective business plan itself can propel the lender to provide the required finances.
Further, more kitchen equipment will have to be purchased and cleaning techniques have to be explored such that kitchen staff work productively rather than working laboriously. Just three chefs sound like a real short supply of cooks, driving them to prepare things they are not trained for. The CF should adopt strict food processing policies such that chefs are allowed to prepare only cuisines for which they are groomed. This will ensure complying with strict food quality standards to accentuate no compromise in food quality. Moreover, a fixed processing time of both simple and complex items should be specified and it should be the policy of the restaurant to abide by the same.
Organizing kitchen equipment and food ingredients would eliminate the additional time required to locate them. CF can apply 5S methodology here to cleaning out the working area and maintaining the cleanliness to improve process quality. 5S means sort, set in order, shine, standardize, and sustain. CF needs to ensure that no unnecessary items like perished ingredients/food items, old equipment, and old cleaning tools are seating in the kitchen (Sort).
To bring in more efficiency, we must place frequently used items in easily accessible locations and place occasionally used items at bay (Set in order). For example, a veggie sandwich making store can organize its veggie counters near to its ordering and processing center, so that it takes them less time to prepare sandwiches once order is received. Scientific arrangement helps not just in saving time, it also boosts workplace cleaning. With order comes cleanliness in the workplace (Shine). CF should adopt best practices of the industry or make one to be adopted as the constitution (Standardize). For example, in present case, we need chefs to prepare food items only for they are specialized. Monitoring the adopted practices under 5S model is also no less important. This ensures that we can upgrade those practices if situation demands (Sustain).
Prefixing startup items like sauces, pickles and serving them with starters will help eradicate the wait time once guests are ready with their orders. Employing advanced food processing machineries will drive efficiencies and help meet new standards of CF.
The hygiene concerns can be easily dealt with by applying planned and innovative cleaning ideas to clean the dining and waiting area and using sign boards to warn the subsisting guests of the ongoing cleaning process.
Bringing in automatic scanners and advanced technology will eradicate the
manual entry of order details and their prices to prepare the bills, thereby ruling out the possibility of manual errors and thefts.
The Control Phase
This phase deals with adequate determination to put into practice the policies developed under the “Improve Phase” and ensure its persistent compliance in the rendering of the service. Once the policies become culture of the people, it would be hard to be discern them without such policies. As part of control phase, the changed performance is measured at regular intervals to establish any variances from the expected standards.
No Question from this topic 3.8 BUSINESS PROCESS RE-ENGINEERING
![]()
Question 29.
SB is a government-owned bank. The Bank has over 2,500 branches in country ‘A’ spread over all states/union territories including specialized branches. These branches are controlled through 27 Zonal Offices and 4 NBG Offices. As a government owned bank it has usually been the first preference for customers while choosing a bank. In the last six years, the Government has permitted a number of foreign banks to operate within the country in order to solve the problem of foreign exchange shortage and open up foreign trade as an instrument to promote economic development. These foreign banks offer diverse range of services such as direct access to executive management, a single point of contact to coordinate all banking needs, appointment banking to save time, free online banking service 24/7, free unlimited ATM access etc. In contrast, SB has very elementary information systems, covering only for internal transaction handling and accounting activities. Customers have to visit banks to carry out transactions like-checking bank balance, cash deposit and withdrawals, transferring money from one account to another in operational hours. Often customers complain about the amount of time as the employees and clerical staff of the bank can attend only few customers at a time. Customers service evaluation has never been undertaken by SB. Other processes, new account applications, are complex, requiring completion of many documents formalities. Board of Directors were worried from growing popularity of new style banks. The Board of Director of SB has recently held meeting to discuss the shortfalls in its current services and need to re-engineer the SB’s business processes.
Required
ADVISE how Business Process Reengineering (BPR) can be used to improve SB’s current processes. [May 2018] (10 Marks)
Answer:
BPR is the fundamental rethinking and radical redesign of business processes to achieve dramatic improvement in critical contemporary measures of performance, such as cost, quality, service and speed. In other words, BPR is concerned with the result of the process (ie., with those activities that add value to the process). To implement BPR, firstly, each business process of SB needs to be divided into a series of processes. Then each business process requires to be documented and analysed to find out whether it is essential, whether it provides support to other valuable processes and whether it is adding value. Any process which does not add value or does not provide essential support to the value adding activities must be removed. Those processes that remain require to be re-engineered/ restructured so that can be as efficient as possible. For SB, new technology should be introduced to improve these processes. However, SB must ensure that the statutory compliances regarding these processes are not undermined.
SB is facing a hyper-competitive marketplace where customers expect a superior experience. BPR activities would help SB in understanding those processes which SB’s customers value the most and remove those that are not valued. F oreign banks are offering diverse range of services such as dir ect access to executive management, a single point of contact to coordinate all banking needs, appointment banking to save time, free online banking services 24/7, free ultimate ATM access etc. Clearly these are valuable business processes valued by the customer. SB should incorporate all these facilities in their banking processes to enhance customer satisfaction and service level.
Opening of new accounts in SB is complex processes since it requires multiple forms to be complied with. Through BPR, SB would analyse the whole process and identify the need for only one form that contain all of the necessary customer information. Further, it is also possible to initiate opening of new account through the development of an online application form on SB’s website. Online entry would remove the possibility of forms being lost or incorrect, again enhancing customer satisfaction since customers need not to visit SB’s branch to open account. There should also be online processing authentications/validations as to ensure that data fields are correctly filled by customers that would results in error reduction. This would also remove unnecessary staff activities in checking and re-processing forms.
It is likely that BPR may increase costs in short-term as investment in technology. However, this would also reduce substantial levels of manual activities and processes thereby providing speedy services to customers. In long term, this would result in high levels of efficiency, profitability and better levels of customer satisfaction and retention.
Question 30.
(Case Study)
History:
VRINDE is one of Country ‘Dr’s’ top footwear companies and other equipment. Since its foundation in 1988, VRINDE has been one of the
all-inclusive footwear brand that is committed to nurturing the youth across the world through sports to contribute to society. Over more than three decades, the company inherits its values and provides own products while capturing the changes in the social environment. It’s state-of-the- art production facilities are located strategically across the Country ‘Dr’ and produces all kinds of footwear. VRINDE is best known for its high ethical standards towards its workers, suppliers and the environment and voluntarily publish CSR report every year.
Organizational Structure and Footwear Market
VRINDE is organized into conventional functional departments such as procurement on order basis, sales, and finance, most of which have their non-reliable excel sheet-based systems for planning and reporting. Consequently, it often fails to generate accurate, timely and consistent information to monitor its own performance, thus, company faces failures in achieving the performance and delivery targets set by its retail customers.
In Country ‘Dr’, footwear market is competitive and seasonal. Retailers, who are VRINDE’s customers, for
footwear, they have two main demands, they want –
(i) footwear at lower prices to pass it on to consumers.
(ii) suppliers to meet performance and delivery targets relating to lead times and quality.
In order to comply with the retailer’s demands, VRINDE’s competitors have discontinued all their own manufacturing facilities and outsourced all production to suppliers, who have much larger production lines and lower costs. To reduce the shipment cost over long distances, competitors have invested in advanced procurement software to consolidate orders so that each 40 -foot shipping container gets fully loaded. Purchase invoice processing is also automated via the integration of information systems into the supplier’s software.
Proposal of Outsourcing
In order to mitigate costs, it has been proposed to outsource the manuf acture of footwear, to a Chinese Supplier 3,750 km away. A comparison of the average cost of manufacturing and the cost of outsourcing footwear is given below—
| Manufacturing | Outsourcing | |
| Average manufacturing cost per pair | BND 625 | … |
| Purchase cost per pair | … | CNY28 |
Notes
1. Country ‘Dr”s home currency is the BND.
2. Exchange Rate 1CNY = 18 BND.
3. In addition to the purchase cost from the supplier, VRINDE will be subject to pay for shipping costs at the rate of BND 40,000 for each large, standard sized shipping container, regardless of the number of units in it. Each container contains 5,000 pairs when fully loaded.
4. Custom tariffs are expected to change soon, footwear imports into VRINDE’s home country might be subject to 10% basic custom duty (plus 10% social welfare surcharge on duty) on the assessable value of imports excluding shipping costs.
Therefore, to implement the proposal, restructuring of functional departments into multi -disciplinary teams are needed to serve major buyer accounts. Each team is required to perform all activities, related to the buyer account management from order taking (sales order) to procurement to arranging shipping and after sales services. Team members dealing with buyers will work in VRINDE’s corporate office, while those like QC etc. managing quality and supplier audits, will work at the manufacturing site of Chinese Supplier. Teams will be given greater independence to selling prices to reflect market conditions or setting a price based on the value of the product in the perception of the customer. Many support staff will work as helper roles, or be offered new jobs opportunities overseas after the restructuring.
Expert Advise
Prof. W, Performance Management Consultant has advised VRINDE that the proposal has features of reengineered processes and can be defined as business process reengineering (BPR). Prof, advised, for evaluating the proposal, VRINDE should consider software development for full front-end order entry, purchasing, and inventory management solution which may be required along with ethical aspect of the proposed changes.
Required
(i) ADVISE on information system which would be required for the reengineering.
(ii) ASSESS the likely impact of reengineering on the VRINDE’s high ethical standards and accordingly on business performance.
(iii) EVALUATE how the BPR proposal can improve VRINDE’s performance in relation to retail customers. [MTP April 2019] (4+6+10 Marks)
Answer:
(i) Advise on Information System
Combining several jobs into one, permitting workers to make more decision themselves, defining different versions of processes for simple cases vs complex ones, minimizing situations when one person check someone else’s work, and reorganizing jobs to give individuals more understanding and more responsibility are characteristics of reengi-neered processes.
In VRINDE, outlays can be saved by rearranging staff into multidisciplinary teams, for example, reducing number of excess staff at different stages – cutting, preparation, finish etc. These savings can be utilized in additional costs such as investment in new information systems. Hammer and Champy stress the use of information technology as a catalyst for major changes. BPR organizes work around customer processes rather than functional hierarchies.
Presently, VRINDE’s departments have their own excel sheet-based systems for planning and reporting which is unreliable and inconsistent. They are inadequate to provide the accurate, timely and consistent data which VRINDE needs to meet its own performance and delivery targets. There must a shared database that should be accessible by §5 all parts of the functional teams. This should have real time updation, so that employees in different time zones can use updated data. The database should include financial data and non-financial data, like cost information, data related to lead times and quality. Information systems must be featured with all required reports like performance report, budget report etc.
In addition, VRINDE is required to invest in special system as advised by Prof. W for full front-end order entry, purchasing, and inventory management solution to minimize shipping costs by ensuring that the shipping containers get fully loaded and to integrate with supplier’s information systems to automate purchase invoicing.
Overall, VRINDE must analyze that whether the benefits due to in-formation technology are worthy.
(ii) Assessment of Likely Impact of Reengineering on Ethical Standards
Workers:
VRINDE is famous for its high ethical standards towards workers and staff. Because of adopting BPR proposal, manufacturing staff are likely to be unemployed. Competitors, have already shutdown their factories, these workers may not be able to find analogous jobs.
Employees who continue in work may become disappointed if they think the application of BPR to all products. This may reduce productivity, increase staff turnover or difficulties in recruiting new staff. In addition, they may also be demotivated if they are appointed in unfamiliar roles, or may not be willing to learn new skills.
Some of staff members may be motivated by the opportunity to perform new types of work, learn new skills or work outside India. This maybe enhance their individual performance.
Suppliers:
Any association with non-ethical practices, for example, if the Chinese supplier is indulged in using non-acceptable working practices, could seriously spoil VRINDE’s reputation for high ethical standards. This could undermine financial performance because customers may not buy its products, or possible investors might refuse from providing capital. Staff members located at the manufacturing site is responsible for supplier audits, which may assist to mitigate this risk.
Environment VRINDE should consider the environmental impact of importing goods from long distances. The environmental related credentials of the Chinese Supplier are not known. Since, VRINDE voluntarily publishes a corporate sustainability report, any distortion in its performance on environmental issues might undermine the financial performance.
(iii) Evaluation of BPR Proposal in relation to Retailer’s Demand Lower Prices
In order to sell footwear at lower prices, there is proposal to reduce costs by outsourcing production to supplier. The current average production cost of manufacturing is BND 625.00 per unit. The cost of purchase from an external supplier is BND 512, which is BND 504 (CNY18 × BND28) purchase cost, plus BND 8 (BND 40,000/5,000) shipping cost. This 18.08% (113/625) saving is a substantial improvement in financial performance, but not a dramatic one. It may be noted that BPR is a methodology that should be applied only when radical or dramatic change is required. Further, exchange rate movements may also slash the cost saving significantly. In the near future, expected changes to international trade tariffs will increase the unit cost to CNY30.83 (CNY28.00 × 110.10%) i.e. 554.94 in BND and reduce the cost saving | to just 11.21% (70.06/625).
Meeting Performance Targets
Lead times
Current lead times for customer orders are not ascertainable. Since the proposed Chinese Supplier is 3,750 km away, consignment will take several weeks to be imported by sea. This may increase lead times substantially, although may be set off by faster production times in supplier’s plant. As VRINDE’s sales are seasonal, retailers may order in advance, decreasing the long lead times. In order to decrease shipping costs, shipping containers must be full, meaning that deliveries must be in larger quantities.
Quality:
VRINDE is already known for manufacturing high quality footwears. The quality of the new supplier’s footwear needs to be checked. Any distortion in the quality of footwear will deteriorate its reputation and decrease long-term business performance since only few customers would order. Quality standards checking is more difficult while using outside suppliers, especially at long distance, than manufacturing in VRINDE’s own factory. In BPR, work is done where it makes most sense to do so. In this aspect, having employees responsible for quality checking and supplier audits (working at the manufacturing site, abroad) will assist VRINDE in sustaining the best supplier relationship management.
![]()
Question 31.
OPT is a confectionary manufacturing company, it is founded in 1895. It is one of Maniland’s (country name) oldest existing companies. The company sells its biscuits, breads and dairy products throughout the country. Confectionary market is a highly competitive market. OPT has chosen a strategy of cost leadership.
Since the company has business for 125 years. The company grew significantly during the First World War and again following the Second World War, expanding its offerings. However they are following traditional methodologies which led to a bureaucratic culture, the company faces challenges due to external and internal environmental factors in today’s dynamic and high velocity global market.
The organization has various functional department, such as production, warehouse, accounting, administration, marketing etc. Aiming to become the food industry leader. In order to drive down the costs, The Board of director has decided to re-engineering the processes at OPT.
To gain benefits of BPR the CEO has decided there should be small pilot project. They have selected the manufacturing activity in the production department for this where most of the process was done by labours which can be automated by robotic machineries.
The CEO has appointed a performance management expert to review the post implementation pilot project by assessing what it has delivered in financial terms. The project identified that 10 of its unskilled staff spend about half of their times in selecting the products and mixing it well, due to this 15% of the product wasted. The project has introduced a new robotic machineries and information system which integrate all the activities in manufacturing process.
The new system allow different raw materials in the require proportion to be entered in robotic machinery and then all the process took place automatically in assembly line. The process is monitored at some centralized place by an employee. This increases the efficiency and quality of manufacturing process.
Further details provided below in relation to the project:
Notes relating to old system:
| 1 | Average unskilled staff wage for mixing in production in ₹ 50,000 p.a. | |
| 2 | Manufacturing expert staff time in handling Mixture (of raw material) queries 8-5 days per week | |
| 3 | Average expert staff wage in manufacturing is ₹ 64,000 p.a. for working a 5-day week | |
| Notes relating to new system: | ||
| New system costs: | ||
| 4 | Robotic Machineries for production depts | ₹ 440,000 |
| 5 | IT hardware and Software total cost | 550,000 |
| 6 | On-going servicing cost (p.a.) | 45,000 |
| 7 | It is expected that the new system will last for eight years. |
If the pilot project succeed the company wants to apply BPR across the business organization. The CEO is also keen to know the impact of BPR how it will effect the culture and accounting information systems of business organisation. Companies current methodologies are traditional like one of the method is absorption of overheads based on labour hours with variances to budget used as a control indicators but they want to know how to link BPR with the implementation of activity based approach using ERP system.
The CEO is concern that during BPR the employee unrest may be a problem. For example the manager in manufacturing process might be uncomfortable with the cultural change required in the BPR project and decide to leave the job before the project began.
Required
(a) CALCULATE and COMMENT on the financial impact of the pilot business process reengineering (BPR) project in the Production Department.
(b) Determine the impact of BPR on the culture and management information systems at OPT Company.
Answer:
(a) Annual cost benefit of the new system
Benefits of new system (cost savings) ₹
| Unskilled staff | 10 × 50,000 × 50% | 250,000 |
| Manufacturing staff | 64,000 × 8.5/5 | 108,800 |
| Annual costs of new system Depreciation – hardware |
440,000/8 years | (55,000) |
| Depreciation – hardware | 550,000/8 years | (68,750) |
| On-going servicing cost | (45,000) | |
| Net benefit | 190,050 |
OR
Note:
Alternatively- payback period- are equally acceptable.
Payback period
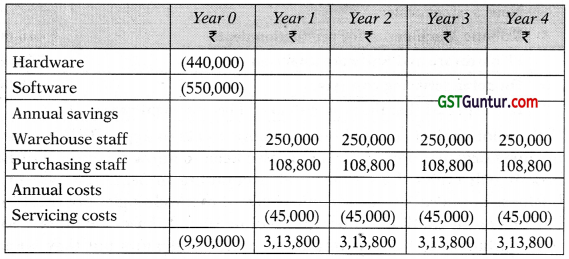
Pay back: 3 Years 2 Months (48,600/3,13,800) * 12 = 2 months
Payback period is 3yrs 2 months which is within the 8 years expected life of new system.
The pilot BPR project will yield a benefit of ₹ 190,050 per year, meaning it is financially successful.
In the given analysis it might be possible that some other cost which might affect the decision has not been consider, such as training costs for staff on the new system. However, the project should still be beneficial even after considering them to the extent of ₹ 190,050.
(b) Business process reengineering (BPR) is the fundamental rethinking and radical redesign of business processes to achieve dramatic
improvements in critical contemporary measures of performance, such as cost, quality, service and speed.
Impact of BPR on Culture of business organisation
Process teams – BPR Will have significant effect on Opt business orga-nization, Traditionally the company has been divided into functional department that is a functional structure but after BPR it has been converted into integrated processed team, in order to get a more efficient delivery of products and services.
Organise around outcomes, not task
An organisation should have one person perform all the steps in a process; design the objectives around the job rather than a single task. Which is possible in the new system one person is responsible for all the activity of manufacturing, this eliminate many handoffs, numerous errors, delays, and misunderstandings, it also eliminate segregation of duties as earlier.
Skills – BPR in the business organisation many lead to multi-skilling; but OPT currently have traditional culture which is bureaucratic, and staff may have specific role in this, rather developing multiple skills.
Organisational hierarchy –
IN BPR the team become responsible for managing the process, the g organisational structure changes from hierarchical to flat. Interdepartmental g issues become matters the team resolves itself, team is responsible for managing the process. As a result managers role is less important.
Though it is not clear the reason why the manager in production department leave the job, but the risk that BPR would diminish their role could be a reason of early retirement.
Change management –
BPR require changes from a well establish functional structure to a process based structure and for successful implementation of BPR in it, effective communication and leadership is required from senior management- they may require to explain their staff benefits of BPR, and overcoming the resistance they face.
Impact of BPR on Management information systems
Performance measures – Under BPR, the Performance measures must be built around business processes rather than departments. Since the OPT have traditional functional structure for BPR company may require a significant changes to management information system.
Focus on value adding – Under BPR the aim of management information system is to identify the value added activities in the process and eliminate all the activities where resources are employed but producing no value outcomes.
Activity-based costing – As the CEO has suggested, activity-based costing (ABC) is often used to model the business processes as part of BPR. Again, however, the change to ABC from OPT’s traditional overhead absorption based on labour hours could be quite significant for the company’s management information system.
ABC will provide a more detailed method for allocating overheads, and in turn, should allow OPT to calculate more accurate product costs, and determine the profitability of each product more accurately.
However, as compared to OPT’s current basis, ABC will be more timeconsuming.
Performance reports:
Since BPR lead to change from the functional to process teams requires the financial reports to be redesign around process teams.
The control indicator that is the variances to budget, also require changes following the introduction of Activity based approach.
Question 32.
(Case study)
Soft Bread Company started its business a couple of years ago down when customers preferred bread to other food items in their breakfast. Today the market has seemingly turned narrow for bread or sandwiches. The high nutrient rich breakfast like corn meal, rice crisps and oats meal are taking over the market share as opposed to bread butter or a simple sandwich which appears to be aged old talks. SBC was about serving the kind of bread their customers wanted. The breads were custom made, ready in no time on order, and delicious, exactly how they need to be. The prices charged for the products offered were on high end since it was the only store of its kind in the area covering 50 kms of east Georgia. Georgians were fond of the unique service offered and the taste filled their morning experience with happiness.
The business prospered and profits increased phenomenally on a year- to-year basis. The prosperity called for additional space and resource requirement. SBC contemplated that since they would have to hire more staff to meet the increasing demand and the space, they were trying to lease was more than what they could use, they planned for add-ons to their current production line “breads and sandwiches”. They started selling
frozen food items, deserts, beverages, and meals for train passengers. The Soft Bread Company was now known as “Just Taste It” (JTI). They started to hire new people with flawless cooking skills. There seemed to be more supply than the demand and it appeared that commoners had great cooking talent and were interested to learn more to take it to an altogether newer level. The staffs were welcomed to share their unique recipes and team gathered to prepare items based on the ones selected and approved. The employees started preparing meals on a prior anticipation of demand including excess meals for any stock outs. In a month or so, the warehouse seemed to be a chaos full of raw materials purchased from various suppliers based on suggestions of staffs and prepacked meals. The kitchen was out of space to accommodate the current staffs comfortably. The myriad ideas took JTI in a mirage creating problem in coordination among staffs since many of their ideas had to be dropped and others that were welcomed created a negative cost benefit equation.
The bread and sandwich business was hit by the negative publicity of the train meals business since JTI had to compromise on quality to earn enough profit to keep the meal business up and running. Gradually the loyal clients turned down on them and started to switch to other caterers. The management of JTI was wondering if at all the business should be continued since there were not enough orders and the pre prepared meals are getting wasted thereby burdening the firm with huge costs. The frozen items, desserts and beverage business were the only support they had. Clients continued to buy those items considering frozen items, desserts and beverages were just bought and served to them on a margin. JTI ended up losing customers trust and had no other option but to stop preparing anything for them. They thought of bringing a changeover and presenting themselves as retailers rather than preparers of meals, breads and sandwiches. The management of the company was in desperate need of a savior that could prevent the demise of JTI.
One of the management people, Mr. Juniorson contacted you and approached you for some valuable ADVICE in this regard. He also came up with their income and expenses (refer Annexure) so that you could provide some insights on how to overcome the loss-making situation and rebound back to a prosperous profit earning history.
Required:
Consider yourself as a management accountant who was referred by one of the friends of Mr. Juniorson. He has following questions in his mind that clogged all doors of ideas to revive.
(i) What are we doing wrong?
(ii) Is there any way JTI could continue its current business?
(iii) We need to save on costs and regain the lost trust of customers. How do we do this? You see there was no dearth of loyal foodies when we use to sell just breads and sandwiches. Even though we charged high prices back then we never had to confront such predicaments we currently are in.
ANNEXURE
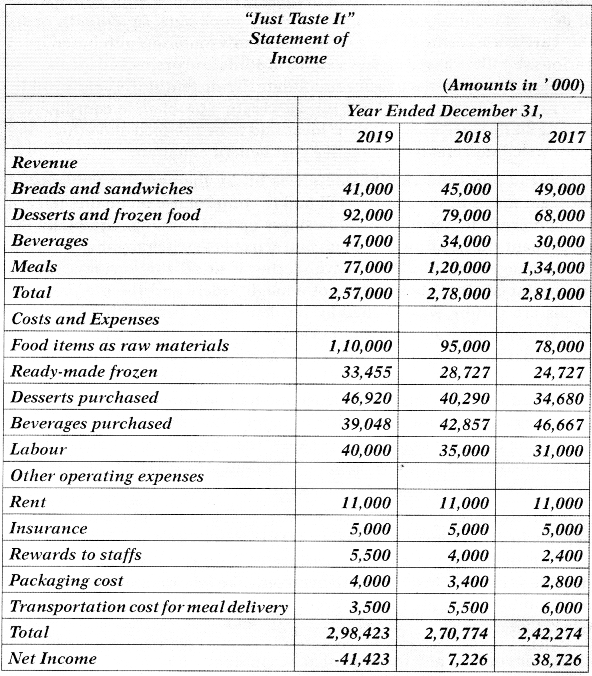
1. Since beverage market was competitive commanding high profit was never an expectation.
2. Frozen items were sold at a markup of 10% on purchase cost Geor-gian preferred frozen foods and fresh foods equally.
3. Desserts are all time favourite irrespective of seasonal variations.
4. Of the deserts and frozen revenue, 60% sale was dedicated to desserts.
5. 50% labour was identified towards meal preparation,40% towards sandwich and breads and rest 10% for serving desserts. Beverages did not take labour hours since they could be refilled in self-serving dispensers through which clients were served. Once they served them-selves with their choice of beverage, they stood in lines to complete the billing of the service.
6. Of the cost of food as raw materials, only 40% was dedicated to earning bread and sandwich revenue.
7. Rewards to staffs were paid on basis of their recipes being approved.
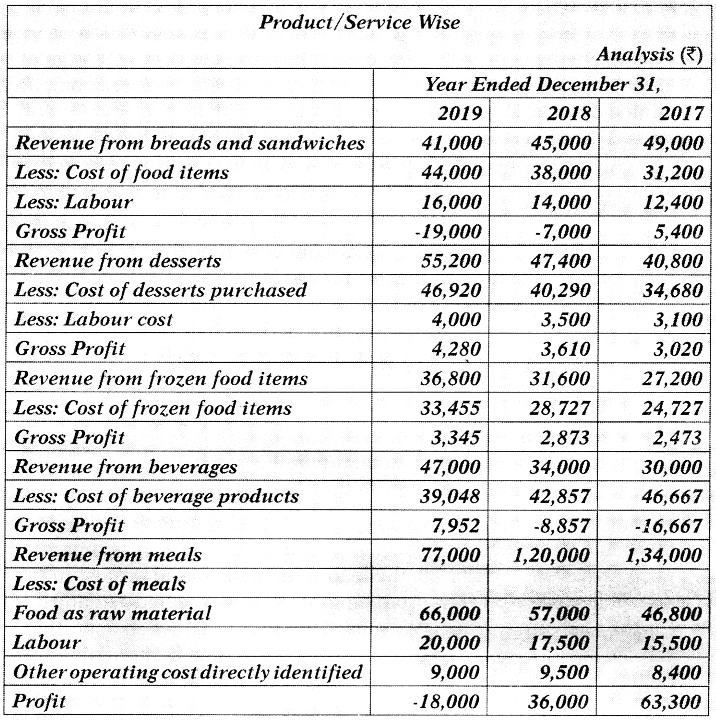
Answer:
(i) The idea to expand the business by diversification of product line and adding new products/services like frozen items, train meals, and desserts, delivery of foods to passengers at train were all directed towards growth and a better future for business. This gave an additional edge over other bread manufacturers in the area since the more products offered the more awareness among the customers. However, the manner in which the business was executed seems to lack proper planning and organization which is very much needed for survival of any business. Further a business success depends on the execution of correct strategies meaning doing the right thing at the right time and in the right manner. So, let us see what were we doing and what should have been done.
Manufacturing process in any business is a combination of series of activities, where we need to identify which activities should be chosen and which should be excluded. This calls for application of lean thinking in the conduct of those activities. The concept was originally introduced by producers of a Japanese car manufacturer company named Toyota. They were of the view that to make a production process efficient waste of all forms must be eliminated from such process. They identified those activities as waste which consume resource but are of no value addition from an end consumer perspective, thereby increasing the overall production cost and time.
Basically, they meant that not only the design of the product or the utility of the product but the production process itself should be customer focused. This is possible when we can segregate each activity as value creating and non-value creating activity from customer’s view. In order to do this, we need to list all our production/service activities and then map each activity keeping customers’ value in mind. During this mapping, we consider location of each machine, each human resource and the effort required to move resources in order to be at the production location. Then an attempt is made to eliminate all the non-value creating activities listed.
Having enumerated the idea of lean manufacturing, let us see how this could be applied in JTI’s scenario. There are number of things that need attention. First of all, the lean thinking is based on just in time production whereas JTI is producing on prior unexpected demand basis for the fear of stock outs. We must remember that when operating in service industry and that too when dealing in food items, maintaining quality of the food items (considering the perishable nature of some items) becomes the top priority. We must design the production process in such a manner that safety and retaining the nutrition of the foods to be served remains ahead of everything. Customers always desire their foods to be fresh and to contain all the expected nutrition value. In such a situation, pre preparing the meals and storing them is not only a non-value-added activity but also a prolific challenge to the food safety requirement. Thus, going by the lean concept, JTI should prepare meals based on orders received or should pack meals just enough to serve the customers on the same day. This is one of the mechanisms not only to work smart but also to drive two forms of waste palpable in the production process, one is the cost of storing the pre prepared meals and the other is the wastage of prepared food that was prepared in anticipation of stock outs. Preparing fresh food will not only be a better value addition approach from customers’ perspective, but it will also boost quality and reinforce customers’ trust thereby adding a competitive edge over others.
Next change over required would be to switch the basis of commission paid to staffs. Currently staffs receive commission for the recipes ap-proved irrespective of the cost incurred to JTI in implementing such recipes. Executing any recipes requires assembling of raw materials to prepare the food item, which bears a financial impact on the firm. Purchase of raw materials from various suppliers based on staff recipes and their suggestions have led to huge cost burden on the firm leading to a negative cost benefit ratio. Purchase activity is a significant puller of cost and therefore purchase department is considered as a cost center. Systematic operation of purchase department is highly imperative to control cost and achieve efficiency. Purchase activity should be related to production activity which is a direct factor of demand. Therefore, rather than acting on staff suggestions, purchases should be made based on requisitions from production department which has to operate based on just in time approach. Moreover, it is also felt that staff participation has not been guided in the right manner since it has resulted in more disharmony than teamwork. Rewarding them based on their recipes rather than asking them to redirect their cooking efforts to the financial interest of the firm and to the satisfaction of the customers, sounds an incorrect encouragement. Working at below the optimum coordination levels result in under use of skill and cooking talent which is truly perceived in this situation.
The other issue perceived is the disorganized warehouse due to lack of systematic purchases and over involvement of staff in purchase activity. To achieve maximum production efficiency, building a favourable working environment is utmost necessary. This requires providing cooking staffs with organized clean kitchens and limited access to warehouse. Further limited access to warehouse will help to keep it more organized. Currently it seems storage facilities of raw materials and food items are totally messed up. We need to introduce an effective housekeeping system such that warehouses are organized systematically with all raw materials arranged employing specific techniques like 5S for storage and organization. This will lessen the time required to locate them when on demand thus removing the bottle neck developed due to time consumed for non-organization.
(ii) The current business situation appears to lack planning and systematic approach. With a strategized planning focusing customer satisfaction in mind, JTI will be able to continue its current production activity instead of its planned switch over to just retailing activity. When looking at the financial figures, we have five products to focus on. Currently JTI only manufactures two of those and they are breads & sandwiches and train meals. The other three are just purchased and served at a margin.
It should be noted that sandwich business got a hit due to quality compromise in meals business and thus to revive this business, we must not only control quality of sandwiches but also re boost trust of customers in the train meals.
The beverage business is good and requires a little amendment since beverages will have to purchased and served for a margin. So, it is not a cause of much concern.
Now coming to frozen food items and desserts, it is recommended that JTI should make a detailed financial analysis of buy vs. manufacture option considering all the related costs and revenue. In some cases, in-house production of these items has,proved more profitable to firms rather than just an outright purchase and service. Moreover, JTI would need to keep in mind the current resources available and the possible resources it could gather provided it decides to switch over to in-house production, given the financial positivity.
For the meal business, as suggested above, the production process needs a complete change over right from the just in time production to systematic purchases and implementing housekeeping system for achieving organized storage facilities. These strides will help to reinforce customer trust in the train meals and thereby rebound the entire JTI business. As we can see that meals business will have to be systematized first so that the sandwich business can see a positive business environment. The meal business is directly dependent
on maintaining quality which can be perceived by it turning into a loss-making business of ₹ 1.8 Cr. in year 2019 which used to produce profits of ₹ 6.33 Cr. back in year 2017 and ₹ 3.6 Cr. back in year 2018.
(iii) Regaining customer confidence is no rocket science for JTI since it i had successfully proved its success in past when it was known as the j Soft Bread Company. The company was known for its quality and customers did not resist paying a higher price for celebrating their happiness in the food they want. Due to series of undesired happenings, the focus of JTI shifted from customer, which it needs to bring back. A correct focus can ensure its move in the guided direction.
So JTI needs to perform as per customers’ expectation bringing to their table what they exactly want, also ensuring a positive cost benefit ratio for the firm. It requires reengineering of the way they currently work. This is the key to turn things favourable and ensure business success irrespective of what industry we choose to operate in.
For cost saving strategies, JTI needs to associate some direct cost to the revenue it earns. For example, commission paid to cooking staff should be based on the customer satisfaction which is key to increased revenue in service industry. We can keep a control mechanism for this. % Asking the customers to rate their experience with the food and the I staff service would help the firm to improve with the changing needs ss of customer and rate and reward their staffs. This will ensure that the firm incurs costs towards generation of revenue. We also need to know what kind of transport mechanism is used to deliver the meals to customers on train. To save transportation cost, it is better to use in-house transportation vehicles rather than outsourcing the activity. This will ensure timely and responsible delivery of meals at reasonable cost to the firm. Further we must not forget that redesigning the meal preparation process will call for less storage and therefore less packing. This will save significant packing costs.
Question 33.
RLM is one of several insurance companies which offer insurance policies covering general risks relating to individuals and his/her family members. Since past three years RLM has seen the volume of business increase, but profits have remained static due to declining margins. Cost efficiency is a major factor in the success of the companies in this industry, because competition within the industry is high.
Some of the processes within RLM are computerised. However, many of the processes which involve communication with customers are still paper based. Responses to telephonic queries from customers involve paper-based communications. Additionally, sales staff visits potential customers in their homes to try to sell them insurance policies for their homes and their possessions. These transactions are again paper based. This process is often slow and has led to complaints from both customers and the company’s sales staff. RLM has also been receiving regular complaints from current and potential customers about errors in the paperwork that they receive. The number of complaints is increasing day by day.
The Board is worried about growing popularity of new style of business using the Information Technology. The Board intends to streamline the business model as much as possible, reengineer the business processes and to increase the profitability of the company. It was finally decided that there is a need for a Business Process Reengineering (BPR) programme to be conducted and the Board has asked the management accounting department to help with the planning and implementation of the programme.
RLM intends to computerise fully, all of the work done. However, while some members of the staff are welcoming the BPR programme, others have expressed concern about business process reengineering and its implications for them.
Required:
(i) How BPR can be implemented? ADVISE.
(ii) DISCUSS the improvements that might be expected from introducing BPR.
(iii) RECOMMEND, performance targets which RLM could introduce to ensure that the reengineered processes enable it to achieve its key business objectives.
(iv) Why RLM’s staff might be concerned about BPR and its implications for them? EXPLAIN.
Answer:
(i) To implement BPR, firstly, each business process of RLM needs to be divided into a series of processes. Then each business process requires to be documented and analysed to find out whether it is essential, whether it provides support to other valuable processes and whether it is adding value. Any process which does not add value or does not provide essential support to the value adding activities must be removed. Those processes remain; require to be reengineered/restructured, so that can be as efficient as possible. For RLM, technology should be introduced to improve these processes. However, RLM must ensure that the statutory compliances regarding these processes are not un-dermined.
RLM is facing a hyper-competitive marketplace where customers expect superior benefits. BPR activities would help RLM in understanding those processes which RLM’s customers value the most and remove those that are not valued. It is likely that BPR may increase costs in short-term as investment in technology. However, this would also reduce substantial levels of manual activities and processes, thereby providing speedy services to customers. In long term, this would result in high levels of efficiency, profitability and better levels of customer satisfaction and retention.
(ii) Improvements expected by implementation of BPR
Fast information processing and error reduction – The processes at RLM have not been updated to take advantage of the Information Technology systems that are widely available today. In particular, re-lying on a predominantly paper-based system makes RLM’s processes much slower than they need to be and it also increases the chances for errors as information is manually recorded and then transferred between departments. A new electronic database-led system is the need of the hour, where any information can be entered into the central database on a real time basis, and the system can then be continually updated for other staff to use. Therefore, no paper-based transfers of information will reduce delays in systems and reduce the risk of errors occurring.
For example, if an enquiry is received over a telephone, staff can access the database and gather all the relevant information of that particular customer. This faster response time and error free feedback should lead to improved customer satisfaction. *
Better facilities for salesperson – Having an online real time database and improved technology might also help the sales staff when they visit potential customers. If the salesperson can access the database remotely from their laptops, they can get every minute detail of policies and premiums and so could potentially make a decision about a policy application then and there. Thus, speeding up the process should directly address the complaints of slow processing of files.
For example, If a sales person goes to sell the X policy to the potential customer, however if the customer is interested in Y policy, the same can accessed immediately online.
Motivating staff leading to overall improvement – The advance tech-nology provided to the salesperson will not only encourage them to do their job more effectively, but it will also motivate them. Moreover, customers are likely to have a more favourable impression of the salesperson if they provide a quick and efficient service more importantly which is error free. This, in turn, will lead to the salesperson making more sales and likely to increase their motivation still further. Therefore, leading an overall improvement.
Parallel processing – The paper-based nature of RLM’s current system means that tasks have to be done sequentially. However, one of the principles of BPR is that linked activities should be conducted in parallel rather than sequentially. In this case, if RLM improves its Information technology systems and stores customer details digitally, staff may be able to deal with different aspects of a customer transaction in parallel, thereby speeding up the transaction process.
For example, if a customer wants to pay premium for its existing policy at the same time wants to enquire about a new policy, both can be done.
(iii) Key business objectives
The areas of concern of RLM are reducing the time taken to process transactions and improving the quality of the paperwork and so it is likely that it will have business objectives relating to these areas.
RLM should have performance measures looking at these areas, in order to assess how well the reengineered processes have helped to improve performance in relation to them.
Performance targets Speeding up the process
The slow speed of the current process is a major source of complaints; therefore, RLM desires to speed up the process. Slow work pace can be among the most difficult problems to resolve unless organisation/(s) have standards or goals against which to compare actual performance. ‘Number of transactions completed within a given time needs to be measured’. For example, Data entry people may be expected to process so many entries each day from the paper-based data however on real time data entry this task will be done immediately without any delay. In changed environment, performance can be measured by computing various metric such as number of policies issued on time, number of transactions completed successfully, number of claims settled on time.
Error free Work
The impact of errors may be in increased cancellations or lapses, finan-cial compensation payments to customers, and a poor market image leading to reduced sales and market share. Reducing the number of complaints about errors in paperwork should be the main motive. One of the key aims behind the BPR exercise is to help RLM reduce the number of errors in the paperwork which a customer receives. Setting a target to reduce the number of complaints about errors will help to achieve its key objective. Target could include a percentage decrease in complaints, lapse rates, or cancellations, an increase in business growth.
(iv) Perception of BPR programmes
Generally, people are not susceptible to change. Although the main aim of BPR programmes is to increase business efficiency, there is often a general perception that organisation just wants to do some cost-cutting exercises and this could lead to redundancies or could threaten jobs and prospects. It is likely that this is a major reason in RLM behind the staff’s concern.
Resistance may be encountered from the staff as they are concerned about the change and are uncertain about their jobs in near future.
Even if the programme does not actually lead to redundancy, the fact that it will result in the fundamental redesign of business processes is still likely to lead to significant changes which affect staff. For instance, BPR may lead to new patterns of work, changes in people’s roles or changes in the composition of work teams or may bring changes in the pattern of working. This uncertainty about how the programme could affect them is likely to make staff concerned about it and may lead them to resist it. Resistance may be’exacerbated because the out-of-date processes are likely to have been in place for quite some time and have therefore become ingrained in the staff. This ingrained habit needs a change, which is not acceptable by the staff.
![]()
Question 34.
Case Scenario (Miscellaneous; Study Digest)
Herro Automobile Ltd. (HAL) is a leading battery-based e-rickshaw manufacturing firm, under brand ‘Shah Swaari’ in three models – Super, Star, and Speed. HAL started this business around 5 years back when it was only manufacturer of such e-rickshaw. HAL manufactures all assembly components themselves, irrespective of fact that these components can be acquired from market at a cheaper rate. Major
component of total costs in manufacturing of such e-rickshaw is variable in nature. Company was performing well, earning reasonable and enjoyed large market share up-till two year ago majorly due to first mover advantage. But due to increasing competition as new entrant coming into market and rough macro-economic conditions, market share starts shrinking; resultantly profit starts declining. If no major steps taken, then company may run into red in year to come.
Mr. Pillai, CEO attended some workshop last week, where he learned about the lean management and techniques of cost management. He asked Mr. Reddy, Chief Management Accountant to report on underlying reasons behind current performance with available set of possible solution. Mr. Reddy immediately convened a meeting of top ranked officers, which is chaired by CEO, at meeting.
Mr. Swami, VP Marketing mentioned that it is difficult to maintain same level of sales in upcoming years because price of Shah Swaari is much higher than price offered by all the competitors in market. Quality and features of other are also similar.
Mr. Dutta, Customer Relation Officer also supported Mr. Swami and said that the popularity of their product is declining, he quoted that he receives lot of complaints from buyers in e-mails and tele-calls due to manufacturing defects, which arise in product within a month period of purchase and frequency of such calls and e-mails have increased in recent years. He also mentioned that in some cases, customer reported that assembled part did not belong to model they purchased, and some customers say, assembly is not as per specification provided.
Mr. Sodhi, Head Workshop & Repairs agrees that the repair issues in case of recently sold vehicle have been increased.
Mr. Murthy, VP Production & Operations who recently joined the HAL replied, firstly large percentage of worker are unskilled; secondly due to large amount and categories of raw materials, dumped by store at production floor; that’s too well prior to need. These two reasons cause worker fails to differentiate among parts which appear similar. He also mentioned entire business process, especially production process is quite old and contains certain activities which are purely unnecessary, he also highlight importance of industry 4.0 and give stress on business reengineering through artificial intelligence, machine learning, etc.
Mr. Naidu, VP Purchases immediately responded about economics of discount involved behind purchase of large quantity and also mentioned buying too less may lead to stock-out situation.
Required
You were a Iso presen ted a t meeting as depu ty to Mr. Reddy. Post meeti ng you came back to your desk and start working. Mr. Reddy called to you to his cabin, on reach to his cabin; he asked you to prepare draft of report (ADVISE) seek by CEO; and meet him with copy of draft after half an hour from now.
Answer:
Addressed to:
Office of CEO,
Herro Automobile Ltd. (HAL). Dated – 19th Jan 2021
Report on underlying reasons behind current performance and Lean
Management, Cost Management tools
(i) First reason behind weak financial performance is highlighted by Mr. Swami ie., Price of HAL’s Product Shah Swaari is much higher than price offered by all the competitors in market. Quality and features of other products are also similar.
Target Costing as cost management technique can be applied. Since market condition are stiff and bargaining power of customers is high due to multiple competitors, and these competitors are selling the prod-uct at price lesser then price offered by HAL. Hence, price offered by such vendors should be considered as Target Price’ and after reducing ‘Target Profit’ from same ‘Target Cost’ can be identified. Production, operations facilities along with product need to be reengineered to achieve such ‘Target Cost’.
(ii) Second reason is that HAL manufactures all assembly components themselves, irrespective of fact that these components can be acquired from market at a cheaper rate.
Relevant cost of both, ‘Make or Buy’ needs to be compared. As men-tioned, that major component of total costs in manufacturing of such e-rickshaw is variable in nature, hence, such major component of costs can be controlled if HAL buy the all the components instead of Making them.
Only those products need to be made in house whose variable cost of manufacturing is less then market price and vice versa.
(iii) Third and major reason is popularity of their product is declining, this is evident from declining in market share and lot of complaints from buyers in e-mails and tele-calls for manufacturing defects.
Since these defects arise in product within month period of purchase. Hence, product needs to be looked at. Further, some of cases customer reported that assembled part is not belonging to model they purchased and some customers say assembly is not as per specification provided. Hence, quality is needed to be ensured in the product delivered.
One of way to look at ‘Quality’ is conformance to need of customer, to ensure same Total Productivity Management/Total Quality Man-agement supported by Six Sigma need to be applied as part of Lean System Management.
Total Quality Management is management of entire process, including planning process, to meet customer’s requirements. PRAISE analysis can be used in order to achieve improve quality.
Using DMAIC (Define, Measure, Analyse, Improve and Control) methodology of Six Sigma, existing business process can be improved to ensure customer satisfaction, reducing cycle time and reduction in waste also.
(iv) Fourth reason being large percentage of worker are unskilled. Each worker should be provided with requisite training. Though Kaizen, workers should be involved into improvement of existing process so that they become able to address small problems or improve a process.
(v) Fifth and second major reason is large amount and categories of raw materials, dumped by store at production floor; that’s too well prior to need. This reason may be root cause of one of complaint by customer that assembled part is not belong to model they purchased.
JIT can be implemented as part of lean system. JIT is pull system of production, with single piece flow after considering takt time. In JIT, production facility needs to be integrated with vendor system for signal (Kanban) based automatic supply which depends upon demand-based consumption. Under JIT system of inventory storage cost is at lowest level due to direct issue of material to production department as and when required and resultantly less/no material lying over in store or production floor.
Note – Takt time is the maximum time to meet the demands of the customer, this will help to decide the speed of/at manufacturing fa-cility. Heijunka can be applied in order to reduce variation between takt times over the production.
Cost benefit analysis of ‘reduction in storage cost along with oppor-tunity cost saved’ and ‘increase in ordering cost, purchase cost along with stock-out cost’ need to be made.
(vi) Sixth reason for low performance is old established businesses processes, especially production processes and contains certain activities which are purely unnecessary.
Value Analysis needs to be applied in order to ensure maximum value to customer by eliminating activities which are not value generating, this will control cost also, that’s too strategically.
Process Innovation and Business Process Reengineering can also be applied. Reengineering is rethinking and radical design of business process in order to achieve improvement. It will help the HAL to keep them at par with changing technology by synchronization along with redesign, retool the business process.
Further details can be tabled on requisition basis. Closure of Report
Mr. Reddy,
Chief Management Accountant
(For Management Accounting Division)
Herro Automobile Ltd.